FDM式3Dプリンター個人向け 15レイヤー目
レス数が1000を超えています。これ以上書き込みはできません。
個人で買える数万~10万円台のFDM式3Dプリンタについての情報交換や雑談のスレッドです
スレの棲み分け
購入前相談→当該スレ、造形方式問わず
光造形式→プリンター板の光造形式
デルタ型→同上
ダヴィンチ→同上
Phrozen→同上
Ender→同上
Snapmaker→同上
自作・重改造→電気電子板、造形方式問わず
このスレの主要目的
・どの機種を買ったらいいかわからない、機種比較
・DIYキットの組み立て方や調整方法の相談
・新機種の話題雑談
・フィラメントの選び方や入手先、価格
・個人輸入の方法相談
・モデリングソフトやスライサーの使い方
プリンターを買う相談から上手に印刷するまでの話題が主になります
改造・ファームウエアの話もOKですが控え目にお願いします
自作・コスト度外視改造等の熟練者の方は電気電子板スレへ
※前スレ
FDM式3Dプリンター個人向け 14レイヤー目
https://medaka.5ch.net/test/read.cgi/printer/1679886742/ ガラエポ使ってるの見るけどあれなんで定着がいいのか原理がわからん
表面にすごい微細な凹凸があるとか?
ヘアライン入りのステンレス板を試したことあるけどさっぱりだったわ 熱伝導率が影響しているのかも。
熱伝導率が高いと溶融したフィラメントがプレートに接触した瞬間に急冷されてしまうことにより内部応力が生じたりして剥離しやすくなったりするのかも。 ステンレスは塗装がはがれやすい(塗装が難しい)素材みたいだから
その辺も影響しているのかもね
ステンレス塗装の説明の一例
https://mitsu-ri.net/articles/stainless-steel-painting/ ステンレスとかアルミは表面にできる酸化膜も影響してるんじゃない?
熱伝導は張り付きやすさと関係ないと思う。銅板は指が吸い付く感じあるし、実際直に印刷してる人もいるみたいだし。
あとはpeiとかエポキシは同じプラスチックとくっつきやすいとかあるのかね。 prusaスライサーなんですが
特定の高さのみ積層ピッチを変更とかって可能ですか? >>6
実際に試してないけど多分できる
プレートタブ(3dモデルが見えてる画面)でモデル右クリック→個別条件領域の高さ範囲
これで印刷パラメータ上書きする範囲が設定できる。
右のリストで範囲って項目に開始/終了の高さと積層ピッチの項目があるからそこで設定すればいい。
単純な高さじゃなくてより複雑な領域もモデルを右クリックした時の個別領域条件の追加って項目で設定できるし、積層ピッチ以外の上書き条件も設定できるみたいね。 ワーイ^ー^ラズパイ3A+でklipper化できた^ー^ creality k1はamazonでも公式から販売してたのか
配送早い訳でもないし2000円差ならサンステラの方が安心かな >>11
公式よりサンステラが良い理由は何ですか? サンステのサポートとは?
アマゾンなら出品者と返品交渉して拒まれたら
マケプレ保証に持ち込むことでほぼ返品が通るけど、、、 >>15
1ヶ月以内とかの初期不良の場合のみでしょ?
例えば、2~3カ月後に全く電源が入らなくなったとしても返金されることが無い サンステラは送る前に一度開けてなんらかのチェックかセッティングをやってるみたいだから変なものが届くリスクも減るよ
K1みたいな組み立て不要品だと即日自分でチェックしてそのまま返送ってのもできるだろうから
組み立て必要な頃よりは恩恵少ないかもしれないが そもそも公式をうたってるだけの中華並行輸入業者だからな スレチかも知れないけど
車の外装パーツを3dプリンタで作りたくて
複雑な曲面に合わせるために
ハンディー3dスキャナでボディの形状を取り込みたいと考えてるんですが
ハンディー3Dスキャナとか持ってる人いますか? 一般人の買える価格の3Dスキャナだと形状取り込めてもデータ修正やら何やらは自分でやらないとダメよ寸法を測る技術と取り付けた後の修正の技術身につけた方がいいわよ >>19
こういうこと?
https://www.youtube.com/watch?v=_CjL1W0dbU0
動画だと結構上手く行ってるけど、スキャン自体が結構難易度高かったり
するので大変だと思う。
Revopoint POP2を持ってるけど、まだ実用的じゃないなって感じで全然使
ってない。 ちょっと違う質問?だけど既にstepファイルがある時に、fusion360でその型って作れないのかな
凸って形があったら凹の方を作りたい stepなら普通にソリッドデータなんだから
アップロードしてから開いて
元になるボディとは別に適当な形の新規ボディを重ねて作成(一体化はしない)
→結合の切り取りコマンド使って重複している箇所を除去
→元のボディを非表示にすると穴の空いた新規ボディが残る
で型が作れる
あとは面をオフセットするなりして公差調整 >>21
まさにこれです
でもやっぱり10万近くするんですね~
ちょっと手出しにくいな >>24
愚痴は書ききれないほどあるけど、良いところは殆どない
上手くスキャンできれば精度は結構優秀なとこくらい?
正直まだ買わない方が良いと思う エアロメーカーの何社かは3Dスキャンみたいだけど、使ってる機器はわからないな >>20,26
今はコンターケージを使い曲面を測って
つける部分のボディ部分をfusion360に書き起こしてパーツを作成してます。
3Dスキャンならその部分を省略できるかなー
と思ったんですが
そんなに楽にならないかんじですかね? 寸法が狂うけどiphoneでも3Dスキャン出来るやろ >>28
さじを投げちゃって追及してないので解決する方法があるのかもしれないですが
スキャンした時に、きっちり中心を貫くような軸が設定できないので(ターンテーブル
を使うと回転の中心が軸になる、軸の移動はできるけど目測だけでは完全な中心
にできない)、回転させるとブレたりして使い物にならない、カーモデルとかなら
きっちりシンメトリーになるような軸や基準になる面が設定できないとツライと思う。
説明が下手でスマヌ >>30
高い金払ってそれだとコスパ悪そうですね
ありがとうございます プリンタの非接触センサー使って1ミリずつ動かしながら全体をスキャンとかできそうだな
俺には無理だが Creality Ender 5 S1
アマゾンで数量限定セールしてるわ、68,900円
どうすっかな 四半世紀くらい前にローランドから、針でチクチクやってスキャンするのが出てたね。
ずいぶん技術が進歩したもんだ。 Proforge 4
CoreXYの4ヘッド自動換装
印刷速度800mm/秒で19万円かぁ
すげえ時代になってきたが作る物の方が追いつかねえな DIYプリンターだよ
この値段で4ベッドは安いね
もう少し待てば各社マルチヘッド出しそうだね >>39
19万は本体のみで4ヘッドは+5万円じゃん >>42
まじじょん
DIYにしても安すぎるだろと思ったら ABSの造形って、PLAに比べて積層のシマシマが出やすい気がするのですが、それは私だけでしょうか?
スライサーの設定で樹脂の吐出量を調整したらだいぶ改善されてきたのですが、みなさんはどうですかね。
FDM方式はほんと奥が深いですねぇ。 材質による差は、あまりない。
スライサー設定でわかっただろうけど、材質よりスライサー設定のほうが効くはず。 今からようこそ14万のK1 Maxをポチッてみた。先行予約だけどさて、まともに届くかな。
もう少し待てば・・は、もうやめた。
Ender3Pro(8bit)は卒業して、Klipperでデカいの造りたいんだ。 Bambu X1とPrusa mk4は遅れるほど
日本市場Creality K1にとられていきそうだな
この2社はそこまで日本重視してないんだろうけど ABSはエンクロ温度管理付きじゃないと色々設定が厳しいだろ >>45
ありがとうございます。
了解です。
>>48
エンクロージャーはあって、ABSの反りはほとんどないのですが、PLAの造形はめっちゃいいのにABSが悪くてなんでかなぁと思っていました。
もう少し頑張ってみます。 ノズル温度。印刷速度、クーリングの設定。この辺りを弄ってみては あとABSはマット気味に印刷されるので光沢のあるPLAよりは積層が目立ちやすいかもしれない k1max欲しい
いつでもデカブツ作れるという安心感が欲しいが
今の所作る予定のものがない 30センチ角だとヘルメットがギリ作れるかな
兜はもう少しデカくないと無理 anycubicのkobra2は低価格路線か
あのレールとホイールは初めてみた >>55
締め付け過ぎて、破断した感じかな?
すぐにパーツが手に入れば良いけど
自分もこれポチるか悩んでるから気になる >>55
高速化のため軽量にしようとして強度が足りてないのでは 水回りでシールテープて奴を初めて使ってみたけど、面白い素材だな
ノズルとかに使う気はしないけど、ヒートブロックなんかシリコンカバー着けるよりこれ巻いた方が良さ気
粘着力無いから最後止まらんか シールテープって素材はお馴染みのPTFEだから案外いけるかもよ ノズルとヒートブレイクに漏れとガタツキ防止に巻いてる シールテープね・・何でできてるんだろう。
PTFEで出来ているのだと思い込んで、フラスコと冷却管の間のシールに使ってみたら、発煙硝酸でズタボロになった。 シールテープはテフロン製らしいけど、そうじゃない粗悪品もあるのかな うちのノズルに巻いてみようかな
固定は針金とかでいいか ノズルとヒートブレイクがちゃんと接触するように組めばガタつきもフィラメント漏れもないっしょ。 シールテープって耐熱良くて260℃くらいだからその辺りは気をつけた方がいいよ うーんPTFEの耐熱温度は260℃なのか
微妙に足りない… 昔はシールテープ普通に使われてたけど、こういう技術継承は起こらないのか
最近は部品精度が上がったのかシールテープ使わないでも漏れなくなったけど >>71
当時メンデル使ってた、ホットエンドにPEEKが普通に使われてた頃
ttps://reprap.org/wiki/Mendel
これ位の頃かな、やっぱり2014年前後かな シールテープを保温材として使ってる人は居ないのかな 耐熱用シールテープなら400℃まで絶えられるのがあるみたいだ。
ただ、水やガスと違って粘性が高いフィラメントにシールテープって
必要か? >>72の6年前のスレでさえノズルとヒートブレイクのねじ切り精度が十分なので必要無いという意見が多くを占める。 >>75
フィラメントの隙間から漏れたのが吸水して、次の加熱の時に漏れたフィラメント内の水蒸気が爆発的な水蒸気圧を発生するとしたら怖くね?
最終的に炭化して固着するし bambu中華メーカーごときがおま値かよ
多少評判が良いとはいえ次機種でタイミング合わせるくらいしないとこんな額払えんわ この価格なら日本公式販売なんか待つ必要なかったな
中国から代行業者使って買った方が安いもん >>77 >>79
高すぎでもうこのスレで待っていた層も意気消沈しちゃったと思う
これならK1買うかPrusa mk4待つわってなる みんなエンクロージャーって自作してる?
猫や猫の毛が入らないようにケースを作りたいんだけど
3Dプリンタって密閉しちゃっても大丈夫なの? 確かにK1発表前にP1P販売されてたら買ってたわ
つーか、速攻で売り切れて買えなかったけどフィラメント29円で販売してて笑った >>81
俺もp1pとk1ならk1にする
p1pはx1-cみたいな完璧な造形はあまり見ない
結局使い手の調整次第ならk1の方が良い
4色ユニットが6万でも欲しいならp1pだけど俺は要らない >>83
賃貸集合住宅だから天井に感熱式の警報機が付いてる
以前、部屋で鍋パーティーしたらカセットコンロの熱で警報機が作動しやがったので
3Dプリンタにもエンクロが必須である てかBambuは技適通ってる?検索しても出てこないけど マルチカラーユニットは欲しいけど6万出してまでは要らないわ
Crealityがその内に発売するかなと思ってるけど
でも出す気あるならK1と同時に発表するはずだよな Crealityは新製品のペース早いからK1に紐づけなくても出してくる気がする
派手な弾は来年の10周年まで温存もありそうだけど >>83
基本OKだけど、温度が上がりすぎるとエラー出たりする >>83
PLA以外ならOK。PLAでは冷却能力が落ちるので綺麗に印刷出来なくなる。 PLAだとエンクロージャ内の温度が高くなるとヒートクリープとよばれる現象が発生して
フィラメントの押し出しが詰まった状態になる可能性があります。夏場は特に期をつけたほうがいい。 理想的なのは排気用ファンのついたエンクロージャーだわな
最近は温度検知してファン回す工作くらい造作ないだろうし
やる気があれば作れるんだろうけど 温度コントローラならアマゾンで安く売ってるから一切プログラミングせずに結線するだけでいける そういえばガラスみたいに冷えれば取れるベッドのやつでベッド冷却機構があるのをみたことない
単純に見落としてるだけなのか急激に冷やすのはやっぱりまずいのか 水槽用のサーモでPC用のファン回してる
39℃くらいから怪しいPLAがいる voronとか向けの高機能ボードならサーミスタポートとファンポート余ってエンクロの換気自動化も出来るよね。
うちのはM4Pだからポートが足りない。 >>94
技適の認可が降りずに近日発売から2ヶ月近く放置されてると思ったけど謎
通ってないならYouTuberやインフルエンサーがBambuのレビュー動画を出したら電波法違反になるのかな >>100
技適の特例承認を使えば180日間は使用出来る。ただ、継続は出来ないから
180日過ぎたら法的には使えなくなる。 >>85
29円?
ドルと間違えたのかな
買えたら面白かったね 3月末に注文したPrusa MK4が、ようやく発送された。
週明け月曜日のお昼頃に到着予定。
Prusa i3 MK3S+とどの程度違うのか気になる。 AnkerMake在庫ありになったから
2台目買ったわ。
0.8mmの高速印刷快適すぎる。 AnkerMateのオートレベリングって具体的にどういう補正してるの? >>73
ホットエンドにPEEKとか何につかってたんやろと思ってたんだけど、丁度Teaching Techで10年前の3D printerの
きびしかった話をしてた。こりゃ大変だな。
https://youtu.be/bc6eKtxCyNk >>89
まさか中華bambu x1がprusa mk4より高額になるとはな
高くともノーマル16万 AMS付で20万くらいかと思っていたわ
Creality K1に先超されてるし脱落だわ
>>103
届いたらレビューよろ
PTTEチューブレスとかは長期使っているとメンテが楽とかで恩恵分かるのかもね 米国でX1Cが$1200、AMS付きが$1450でしょ。mk4の完成品がは米国で$1100で個人輸入しても18万円以上
するからある程度はしかたがないんでない。 高い分、信頼性が高かったりするんで安いからと言って飛びついたりはしたくないな もう完全にklipperの時代か
低価格のままklipperに移行したのはBambuとAnkerのおかげかな
この2社が台頭してこなかったらもう数年先か割高の製品しか出てこなかったと思う Ankermake M5はmarlineベースらしいし、Bambu Labもklipperベースとは言ってないんでない。
CrealityのsonicpadはklipperベースだけどK1のfirmwareはどうなんだろう ankerは関係ないね
プリンターに手を出せなかった人たちに普及した気はするけど bambu labは販売開始してるのにTwitterは更新しないし
ニュースレターも登録してるのに何にも送って来ないし
そして何よりおま値だし糞だな すいません。
エクストゥルーダーに、フィラメント対するギアの締め付け具合を調整するネジがついていると思いますが、アレの締め付け加減のガイドラインとかあるんでしょうか。
今までそういうドキュメントとか見たことが無くて、不思議に思っていました。
なので、今は適当に締めています。 緩かったら締めろって程度じゃねぇの、俺のにはないが BondtechのFAQの中に
How much should I tighten the hinge's thumbscrew?
というQuestionがある。
https://www.bondtech.se/customer-service/faq/?accordion=1#tab_hinge-&-thumbscrew とうぜんメーカーや機種によって変ってくるとおもうけど みなんさん、ありがとうございます。
参考になります。
あまり気にしていないということで了解です。
>>122
おぉ、助かります。
いったん締めきってから 、フィラメントに応じて緩める・・・。なるほど。
さっそく試してみたいと思います。 >>118
あれ連絡メールなかったのかw
近日発売は他製品を買い控えさせる為の嫌がらせだったし、製品は良いかも知れないがメーカーはやっぱり中国
価格も高いし日本の代理店が着くまでは様子見 https://bambulab.com/ja/policies/warranty
>保証対象は、Bambu JapanまたはBambu Japanの正規販売代理店で販売した製品
代理店て書いてあるけど? 代理店通して価格が安くなるってことはないだろうからあんま期待してもね >>126
価格が高いから代理店着くまで様子見って意味不明なんだが
代理店通すと今より安くなるとでも思ってるの? 日本法人のBambu Japanを作り日本の倉庫から発送してる状況なのに
何の為に代理店から買う必要があるんだ? >>134
直販よりamazonの方が安いモノなどいくらでもある Bambuって誰かも書いてたけど他社が新製品出す時に日本で出しますって言うだけ言って邪魔しただけだよな Bambuに質問したら返答があったけど、Bambu Japanは代理店ではなくBambuの完全子会社らしい
パーツの交換から修理まで基本的に全て日本国内でやるし、その為の在庫もきちんと確保してるらしい
日本語対応も可能で、メールの返答も翻訳ではなくちゃんとした日本語だった
思った以上に日本の市場に注力してきた印象
これなら多少高くても買う人は多いと思う
自分は高くて買えないけど… 英語できるのでいらないけどアンカーみたいなところは喰われそうだね
日本ができる割にツイートもサイトも日本語変じゃない?
いや別にいいんだけどさ 3Dプリンタって英語の文献は充実してるせいなのかChatGPTで比較的参考になりそうな回答してくれる気がする 自信たっぷりに、嘘教えてくるから要注意。chatGPT。 >>108
Prusa MK4 予定より一日遅れで届いたよ。
今回は完成品を購入した。
3月末購入で、送料込みで引き落とし額は172000円也。
実際に使うとなると、スペアパーツとか必要になってくるので、実質20万円オーバーだと思うな。
箱から出して、一切の調整無く、最初のプリントをしているよ。
今のところは、すごく良い感じ。
プリントファンの音が少しうるさいかな。
多色プリントやプリントサイズについては、Bambuが気になるけど、Prusa XLに期待。 >>147
配達業者に消費財と通関手数料取られなかった? >>148
そうですね。
後から請求が来ると思うな。
なので、約19万円ですね。 今日やっと注文してたK1が中国から発送されたけど船便だから届くは6月なんだよな
何事も無く無事に届くよう祈っとこ Prusa MK4、MK3S+に比べると、使いやすくなって、解像度が上がり、プリントが早くなっている。
同じような見た目だけど、かなり良くなったと思う。
ただ、Bambu X1-Carbonに近い価格だと、分が悪いと思う。
MK4とEnclosure、MMU3をセットにしてBambu X1-Carbonと同額なら、そこそこ競争力はありそうですけどね。
僕ならPrusaを選ぶかな・・・。
Bambu はクラウド前提、かつクローズドソースと言う事で、私にとっては魅力半減。
何時になるか分からんけど、5ヘッドのXLの到着を待つかな。
Bambu X1-Carbonが世に出ている事を考慮すると、安い買い物ではないので、次のバージョンのXLが出るを待っても良いのかもね。 >>152
XLは100万くらいしません?
そこで予算あるならx1複数台でも良いような気がする prusaの方が何となく安心
mk4買ってトラブっても仕方ないと思えるけど
x1買ってトラブったら絶対に後悔する自信がある
多分に感情的な話なんでそこに理屈はないけどねw >>153
為替相場にもよるけど、まともに運用するには100万円近く掛かると思う。
XLはマルチヘッドも期待しているけど、36cm×36cmのプリント面積が必要なので購入する事にしているよ。
印刷品質が、MK4並みだと良いんだけどね。
>>155
MK4「かなり良くなったと思う」と控えめに書いたけど、印刷物の解像度は、MK3S+と比べて2段階位良くなったと思う。
後2段階よくなると光造形式の3Dプリンターは不要になるんじゃないかと思う。
ただ、Bambu X1は、それ以上の解像度らしいんだよね。
事実なら光造形式の3Dプリンターは不要になるんじゃないかと思う。
Bambu X1は、クラウドかつクローズドなら、結局、サブスクリプションになるんじゃないかと思うな。
そのリスクが無いと言えないので、ほぼ同等なら、実績のあるPrusaを選択するかな。
Prusaには、価格面では頑張って欲しいな。 mk4が送料税金込みで19万は高いな
P1PにAMSつけて17万の方が満足度高そう >>156
積層ピッチが違いすぎるから光造形が不要になる事は流石に無いよ
フィギュアとかの強度不要、精巧さ重視なら光造形
機械部品とかの強度重視ならFDM
の構図はこれからも変わらんでしょ >>157
そうですね。
MK4が、キットで送料税込み10万円なら、メカに強い人に勧められるんだけど、特にBambu X1やP1Pが出た後だと厳しいですね。
しかし、Bambu のクラウド前提、クローズドソースの仕様は、所謂、コピー機のビジネスモデルと大差無くなるかも知れませんよ。
自分で、改造・修理が出来ないのなら、iPhoneのように、実は3Dプリンターをレンタルしているのと同じ、レンタルする権利を買ったのと同じ、となる可能性だってありますよね。
>>158
積層痕は、FDM式3Dプリンターの欠点だったと思います。
MK4だと、もはや気にならないレベルですよ。
MK4以上だと評されているBambu X1だと、積層痕はほとんど見えないんじゃないかと思います。
よ〜〜〜〜く見ると、積層痕がある事に気が付くレベルじゃないかと。
ただし、MK4は実際にプリントアウトして評価しているけど、Bambu X1は他人の評価。
真実なのかどうかホントのところは?です。 >>159
mk4のプリントしたモデル見せて欲しいかも
光造形も持ってるけど段違いで綺麗なので流石に0.1でも積層痕気になるんじゃないかと思って 5倍くらい時間がかかるなら光造形一択
クリアリティのやつ1時間で17センチ >>160
設定を煮詰めずに、0.4mmのノズルで、MK3S+を購入した時に付属していたPrusament ではない(グレードの低い)PrusaのPLAフィラメントで印刷してみたけど、
積層痕は、ほとんど見えないよ。よく見ると見えるけど、気にならないレベル。
MK4でガンプラ作っても、製品として売れるレベルだと思う。塗装が前提なら、差は無いと思う。
曲線や傾斜の緩い面は、よく見ると積層痕が見えるけど、質感を損なわないレベルだと思う。
0.2mmのノズルでPrusament を使うと、更に積層痕は見えなくなる。
宮間めさの『テイコク立体』に出てくる艦船の機銃の砲身が、何とか印刷出来るか出来ないかのレベルの精度だと思うよ。 せいぜいが曲面の描画が改善されたぐらいで積層痕を消すような改善は入ってないはずだが…
さすがに気のせいしょ >>162
だからね、写真じゃないと他人は判断できないのはわからないかな?
見えない、見えにくいってのは君の感想であって事実ではないから というかmk4の印刷物なんて公開されまくってるから不要だな
実際積層痕は普通に見えるから見えないってのは目が悪いか環境が著しく暗いかとかそういう問題だわ プロモーション動画のブツだと肉眼で現物を見ないと積層痕が見えないレベル
https://youtu.be/6iIC-GlxI7Q?t=137
これを信じて買ってガッカリするパターンだろうか? >>164
確かに、FDMには限界があると言うより、光造形式の方が解像度は高いと思う。
ただ、MK4には、まだ改善の余地はありそう。 >>165
最初から、感想を書いてます。「思う」とか「可能性がある」とかにしてますよね。
見えない・見える、質感の話をしていますよ。そこに事実はないですよね。
みんな理解していると思うよ。
>>166
公開されていますよ。
それをどう見るか、どう判断するか、結局、個々人の感想ですよね。 >>167
「肉眼で現物を見ないと積層痕が見えないレベル 」というよりも、「写真や画像にして拡大しないと気にならない」に近いと思う。
勿論、目に見える積層痕はありますよ。緩やかな傾斜のある面や曲線でない限り、殆んど気にならない。
実際に印刷しての「感想」ですよ。書かなくても良いと思うけど。
写真が真実を写しているのか、動画が真実を映しているのか、現代では微妙だと思う。
故意でなくても、勝手に補正が入るし、スマホで見るか、TVの大画面でみるかでも判断が違うじゃないかと思うよ。
動画では、MK3と比べているけど、MK3S+と比べても、2世代分位は改善されている感じがする。
感想ですよ。
ガッカリするの可能性があるのは、Bambu X1やP1Pと比べた時だと思う。
X1やP1Pは実際に使っていないので判断出来ないけど、レビューを見る限りだとMK4より良いんだよね。
同じモノを印刷しても、設定やフィラメントによって差が出るので、公平なレビューなのか?と疑問には思う。
ただ、現状では、Bambu の方が良いんじゃないかと思う。
クラウド前提、クローズドソースである事を考慮して、私ならPrusaかな・・・
昔のMatroxのように、過去の栄光・ブランド力に魅入られている可能性もあるけどね。 FDMで積載痕見えないって、そりゃモデルしだいだろ。丸っこいもんプリントしたら光造形と比べることすらおかしい。
MK4はとてもいいプリンターではあるが、方式の限界は越えられんよ >>171
> 勿論、目に見える積層痕はありますよ。緩やかな傾斜のある面や曲線でない限り、殆んど気にならない。
残念ながら世の殆んどのモデルには傾斜や曲線があるんですよ
そうやって目立ってしまう積層痕を許容するか追加工で滑らかに出来るならFDM
出来ないなら光造形
って使い分けが一般的なわけで… 時間はどうなんよ
17センチのガンプラ造るのに何時間かかるんだぃ? 時間はどうにもならん。線で印刷するFDMと面で印刷するDLPではな。
プロッタとページプリンタを比較するようなものだ。 https://imgur.com/a/Mgp2jYk
印刷条件は、0.4mmのノズル、MK3S+を購入した時に付属していたPrusament ではない(グレードの低い)PrusaのPLAフィラメントで印刷。
フィラメントは1年前に開封しているので、そこそこ水分は吸っているよ。
0.2mmノズルにして、Prusament にすると、もう一段、解像度は上がる。
今の状態でも、肉眼では、ほとんど積層痕は目立たない。
写真の方が、アラが目立つ。
Bambu X1は、これ以上の解像度らしいんだが・・・
光造形の長所も分かるんだけど、今はFDMでもこのレベルだと言う事でしょう。 肉眼では、ほとんど、積層痕は見えないよ。
模型を作るための3Dプリンターなら、光造形の精度が欲しいけど、用途は模型ではないので、
これで、満足かな。 そうですかありがとう
句点の打ち方見直した方が読みやすくていいかと思います 皆様に教えていただきたいです
X1,K1,MK4どれがオススメですか?
今はAnycubicの大きいやつを譲って貰って使ってますが、もう少し早く印刷出来ればなぁーと思っております。 ビルドプレートでカーボン模様になる奴使ってる人いたけど、もうちょっとかっこいいの作ってくれないかな・・
見たのはレンガっぽっくて >>179
FDMである以上ノズル径や積層ピッチの限界と印刷時間の兼ね合いがあると思う
解像度や積層が見えないというより積層の乱れがなく角の膨らみやゴーストが全くないという方が分かりやすいかも
購入してすぐの印刷でこの綺麗さは確かに凄いと思う
ちなみに積層ピッチと印刷時間はどのくらいですか? 普通の積層ピッチに見えるけど何が凄いのかがよく分からない PRUSAへの信仰心の高さによって見え方が変わるのだ prusaといえばPrusament PETG Tungstenって試してみた人おる?
タングステン75%配合で放射線を遮る用途にお勧めらしいが何をプリントすることを想定してるんだ… そりゃデーモンコアのオーバーハング突き詰めたり・・ 読点が多い文章を書く人は音読する際に息が続かないからという説がある
あとキチガイ >>192
人工衛星の基盤ケースとか原発内作業用のロボットとか、健全な使い道はいくらでもあるだろ >>189
0.4mmのノズルで積層ピッチは0.07mm。
印刷時間は16時間30分。
視力は1.2だけど、実物では積層痕は気にならんよ。
同じフィラメント、同じノズル系のMK3S+と比較すればかなり違いが分かると思うよ。
※縮尺が30%位違う。MK3S+の方は糸引きが目立たないように処理している。MK4は素のまま。
https://imgur.com/a/K5rFvvA
同じMK3S+での0.4mmノズル&付属フィラメントと0.2mmノズル&Prusamentフィラメントでの差。
https://imgur.com/a/9Hs1tUb
MK3S+&0.25mmノズル&Prusamentフィラメントと、MK4&0.4mmノズル&MK3S+付属フィラメントの差。
https://imgur.com/a/G2Vm7eG
2世代分位の違いがあると思うよ。 キーボードでうちの親父より上の世代なんじゃないかって… このキーボードはただの自作では?
年齢とキーボードは関係ないですよ >>196
あえて苦手分野に突っ込んで克服するの楽しいですよね
気持ちは分かります
趣味ですから、最適かどうかは置いておいて楽しくやるのが一番ですよね HHKBだろ
3Dプリンタ使ってるような層は当然知ってるものだと思ってたが ポケコン時代のガジェットに強い拘りがありそうな爺ちゃんだな >>196
自分は250mm/sの0.2mmピッチで普段印刷してます
0.07mmピッチだと3倍時間かかるにしても10cmほどで高さのない造形物に5時間もかかりません
mk4は高速を売りにしてたと思うのですが、速度落としてますか? 親父さんより上の世代だろう。
模型を作るために購入した3Dプリンターではないので、想定している用途に適していると思うよ。
スターデストロイヤーの印刷は、単なるベンチマークですよ。
キーボードは、HKB Professional Hybrid Type-Sと、コントローラを自作したHHKB Professional改。
初めて使ったコンピュータは、自作した8080を使ったコンピュータなので、ポケコンはその遥か後。
速度落は落としていないよ。同じ設定でMK3S+にすると、30%近く時間が伸びる。 ポケコン 1980年~
Sun type3 1982年?~
HLB 1996年~ >>203
mk3s+と同じ設定なのか
3Dbenchy20分で作れる速度でどのくらい綺麗に作れるか分かったら教えてください 可能ならノズル口径と積層ピッチは合わせて比較してみてほしいな…速度はお任せでいいので
積層痕はともかく、同じ高さのxy方向の描画性能は上がってるはずだから見てみたい
>>168
z軸周りの改修てそこまで変化大きい?
組み立て・メンテしやすくする改修で精度上げるようなもんではないと思ってたんだけど コスパを考えるなら3Dプリンターなんて買わないのが一番 >>212
良くも悪くも、リトラクトは何も調整してないよ。
MK3S+購入時点でのデフォルト。
ただ、写真は輪郭を強調しているんだと思う。
ルーペで見ているようなもんでしょう。
肉眼では、そこまでは目立たないよ。
逆にこっちの0.25mmの方は、リトラクトも調整している。
https://imgur.com/a/9Hs1tUb
MK4は、全くの無調整&印刷後の素のまま。 >>209
ホビー用途なら、贅沢な出費だと思うよ。 以前では平気だったスピードで脱調する様になってしまった
モーターとドライバICのどちらがヘタったのか切り分ける方法を教えてくんなまし モーターの抵抗測って絶縁膜が熱で溶けてないかの確認とか? 実際のユーザーの出力写真は非常に参考になるし見てて楽しい 自分も気をつけないとだけど3Dプリンタユーザは3Dプリンタのことだけ気にしすぎて
出力物をないがしろにしがちなところあると思う ロボット作ってるわ
何のロボットかはバレバレなので言えない 銃弾入手出来るルート持ってるなら金属製の買えそうだけどな。積層が割れやすい3DP製で自爆するの怖すぎる ラジコンのバンパー、TPUで作ってるわ。
ボディに合わせて自分で作れるの便利過ぎる。 >>229
加圧される部分だけ鉄パイプで作るけどな自分なら
作らんけど 3Dプリンタ 組み立て教室とかやってないでしょうか? VORONコースとか、VZBOTコースとか・・・あったりして。 >>225
PS5とswitchを壁掛けにするパーツとか
switchbotロックを引き戸で使うためのアダプタとか >>206
Draft(積層ピッチ0.3mm)との比較。
プリント時間は、約3時間vs約16時間。
https://imgur.com/a/Yi4X7Fl
MK4のDraftでも、MK3S+で20時間程度掛かった以下の上の方の写真よりも印刷物としては良いと思う。
https://imgur.com/a/G2Vm7eG
印刷物で比べるなら、MK4は、MK3S+の7倍速いとも言えるかもね。
ただ、MK3S+の印刷はPrusaSlicer 2.4.2を使って印刷しているので、
今のPrusaSlicer 2.5.2だと、結果は変わる可能性があると思う。
Bambu X1はMK4以上、と言われているけど、事実なら凄いと思うよ。 みんなそれぞれ色んなもの作ってるんだなあ
ロボット
人に言えないロボット作るってw
銃モドキ?
黒い樹脂があると作りたくなるよなw
ラジコンパーツ
TPUでバンパー作れるんだ、ラジコンパーツは色々作れそうだなあ
ゲーム機壁掛け用パーツ
壁掛けにする必要性がわからないけど、強度大丈夫なのかな、凄いな 人に言えないロボット…セクサロイドか!
がんばれ!! 人に言えないロボットじゃねぇw
それ言うと一発で特定されるってだけ
まぁ別に特定されても良いけど >>242
やっぱみんな連想するのは同じだなw
直近で作ったのはキーホルダー、夏はだかのキーをポケットに入れると
金属アレルギーでかぶれるのでプラのカバーみたいなキーホルダーにしてる
アーミーナイフみたいになる奴、これにしてから夏も快適 ちなみに壊れたりする度ちょっとずつ改良してまた作ってて
今のが4世代目くらい、途中キー2個から3個に増えた 雑貨小物ばっかりだな
車用USBメモリホルダー
水耕栽培のパーツ
網戸が強風で動かないようにする磁石ホルダー
冷たい飲み物の結露が溢れないコースター
ハンダクリーナーのステンレスたわしのホルダー
ケーブル固定具
マスクのフレーム
防音箱の外からコンプレッサーのswを押す突起
デジタル温度計の固定スタンド カバンの中の仕切り
アルコールティッシュの段積みホルダー
ティッシュのラックマウントホルダー
ディスプレイの足
ボルト&ナット
ノートパソコンスタンド
ノギスホルダー
猫
リングホルダー
歯磨き粉搾り出すやつ
後は売り物 フックみたいのは積層方向的にも強度が確保できるし色々ちょうどいいんだなあ ガジェットの専用マウントがきれいにはまったときの快感 何かのケースとかホルダーとか既製品が合うかを気にしなくていいから結構楽 Plusa MK4速い?
従来のプリンターで10時間もかけるのもう嫌なんだがMK4なら解放されるかな? この流れでその質問は多分何聞いても理解できないと思う 最近、ハイフローのホットエンドがいろいろ発表、発売されていますが、これは造形を高速に行うことが目的なのでしょうか。
ゆっくり造形するのであれば、必要ない?
https://www.youtube.com/watch?v=ZgIlSpb-A2Y CrealityJapanも名前騙るショップの排除しないどころか提携してるpergearで技適通ってない物売ったりしてるし
サンステラもこれだけ色々起きる製品扱ってるわりには不具合の公な対応なんかろくにやってない
本物届く分には「代理店だけど公式ではない!」と言われてもだから何?って感じだなぁ
3DPユーザーは普通にアリエクとかでも買い物するでしょ >>252
かなり早いよ。
同じ設定なら30%程度しか早くってなってない。
しかし、以下をみるとMK3S+と同等の印刷品質のプリントなら7倍早く印刷できる。
>>238
なおPrusaは、ファームウェアの改善でMK4を、更に倍早くしようとしている。
https://github.com/prusa3d/Prusa-Firmware-Buddy/releases
>>238は、Input Shaper も Pressure Advanceもない、ノーマルファームウェアを使っている。
比較の仕方によるけど、MK3S+比で10倍早いとも言える。
MK4は、まだ改良の余地があると思う。
Bambu の方が良いといわれてはいるけど、今のところPrusaにして良かったと思う。
デリバリーを最適化する等して、もう少し安くなって欲しいけどね。 MMU3.0がリリースされたタイミングでMk3.5にしようと思ってるけど、
速度だけならMk4同等になると思っていいんかね?
エクストルーダは取り回しの改善だけで印刷品質の向上に寄与するもんではないと思ってるんだけど、
Mk3.5の情報が全然ないんよね…
slicerはMk3.5,3.9向けに曲面だけ速度落として印刷するモードとかないかなー ネクストルーダ出力の安定を目的に改善されたので印刷品質に影響するんでない。速度は知らんけど。モーター的には0.9度/stepより
1.8度/stepのほうが高速印刷向きだと思います。 最大印刷速度よりホットエンドの溶解速度や最大加速度で比較したほうがいいと思います。 >>262
早く無いよ
どこから600が出てきたのか知らないけど多分よくわかってないんだろうな >>264
k1とか600あるからどうなんだろうと >>260
エクストルーダで、かなり印刷品質が改善したと思うよ。
リトラクトが改善して、糸引きが減少したのが大きいと思う。
複雑な形状の場合、MK3S+で20時間掛かる印刷品質をMK4なら2時間で出来そう。
単純な印刷物だと、エクストルーダでそこまでは差は出ないと思う。
スピードに関連するInput Shaper も Pressure Advanceは、3.5でサポートされるようなので、倍近く早くなるのでは?
>>262
アルファー版ファームウェアでは、最大400mm/sですよ。
>>263
確かに。
それを支える電源ユニットをみると、MK4は240W、bambuは1000W@220V, 350W@110V になっている。
bambuの220Vと110Vで最大電力が異なるのが気になりますね。
bambu X1のドキュメントをみると、X1は製品として非常に良く出来ていると思う。
ただ、ユーザがメンテナンスを行う場合、箱型だと面倒ではないかと思う。
MK4はメンテナンス性を向上させた点も好感が持てる。
特に送料が安ければ言う事無いんだけどね。 prusa i3ではLinear Advance 1.5(klipperでいうところのPressure Advanceと互換)は以前からサポートされてる。 >>267
MK3以前の8bitのボード?では実装されていたけど、miniで使われ始めた32bitボードを使う
XL、MK4はこれからの実装なんだと思う。
更にMK4が良くなるのなら楽しみ。 prusa miniも以前からLinear Advanceは使えたよ。Prusa SlicerのフィラメントのカスタムGコードのなかにデフォでこの一行があるはず。
M900 K{if nozzle_diameter[0]==0.6}0.12{elsif nozzle_diameter[0]==0.8}0.06{else}0.2{endif} ; Filament gcode そもそもLinear Advanceは印刷品位を上げるための設定で速度を上げるための機能でないし。 ankermake V6の情報が少し分かったけどどうなんかな
BambuのAMSが6万、V6が7万くらいなら6色でヒーター付きだから競争力はあるかも
6つのフィラメントが独立した加熱モジュールを持っててパージタワー不要だけど、ヘッドが重くなって高速印刷不可になる様な気もする
それでもフィラメントの換装工程がいちいちないから物によっては早いのかな
https://ankermake.club/ZhJwOj ホットエンドはひとつだよね?
独立ヒーターは予熱的な?そもそも必要なのかな >>274
ホットエンドが1つだとフィラメント毎に温度を変えるのは難しいし、ノズルが1つだと内部を掃除するためにパージタワーは必要だと思う
おそらく其々が独立してると思うが、1つのヘッドに6つのホットエンドを搭載するのは聞いた事がない。そのあたりはまだ企業秘密みたいで気になってる ノズル先端に六つの穴があるとか?
さすがにダイレクトでは無さそうか
どんな構造なのか楽しみだ >>277
流石にモーターが6個付くことはないと思うけどダイレクトは維持してほしいな
これでV6使用時はボーデンになりますだとかなり批判されそう >>278
モータ一個と切り替え用の小さいモータが付いてる感じかな Cetus2方式かThe Palette方式かまた別のやつなのか discordでの言及ではV6の速度は150mm/sらしい
多色印刷するなら大量にフィラメントを捨てたり切り替えに時間がかかるAMSより良いと思う
ただ単色がメインでフィラメントの付け替えの手間を省く用途ならAMSの方が良いと思った 今は公式ショップで買うしかないぞ
ある程度需要が落ち着いたらamazonとかでも買えるだろうけど半年は先じゃない? 日本Amazonで購入出来るようになると、納期が短かったり日本語のドキュメントが付いたりで助かる。
しかし、AliExpressが使えるようになるまでは、保守パーツを購入する為に公式ショップを頼る事になると思うよ。 最近よく出ているCHCとかいうセラミックヒーターのホットエンド使おうと思うんですけど
普通に交換したらPIDの調整し直せば大丈夫ですよね?
他に何か特別な設定は必要なのかな >>288
電圧さえ間違えて買わなきゃPID設定だけで良いですよ。
爆速昇温で驚きます CHCならサーミスタの設定変更要るモデルがある。
うちはのは初期に導入したからatc104。
今なら3950のタイプ買えばいいかな。
あと一応、MK8ノズルは使えない。 サーミスタ、ヒーターのコネクタと延長ケーブルが付いてくるのかな。現在アンビリカルツールヘッドとか
使ってるならコネクタの変換はする必要はあるかもね。 素早いレスありがとうございます
おかげさまで崖から飛び降りる決心がつきました
シェルパかオービターを使ってダイレクトエクストルーダー作ろうと思ってるんで
サーミスタは盲点でした、情報ありがとうございます フィラメントをリールから本体に通しているガイドのチューブって
なんて呼べばいいの? フィラメントガイドチューブ? 略してフィガちゅー?
あれ、透明とか半透明のやつって売ってないの?
フィラメントが折れてるかどうかが見えないのは不安 >>293
PTFEチューブ
テフロンチューブ
名前わからないと探し方もわからないよね
アマゾンで色々売ってますよ PTFEはすごいんだぞ
低摩擦で高温にも強いからフィラメントのガイドに最適なんだぞ フィラメントリールからエクストルーダーまでならなんのチューブでもええんちゃう。
透明度ならPTFEよりPFAのほうが高そう。 ガイドチューブは乳白色のならうっすら中見えるのもあるね
透明のがある他のフッ素系のチューブでも最近のダイレクト式なら多少摩擦増えたところで搬送できそうだけど
径を取り付け可能なものに変換したり曲げに耐えうるか検証する手間が割に合わないな
継ぎ足して一部だけ見えるようにするなら簡単だけどフィラメントセンサーでいいじゃんってなるし 折れなんて気にしたことなかった
あれが透明だと折れがわかるかなだけど、そんなに張り付くの?
センサー頼った方が良いと思うけど 3Dプリンタ用のPTFEチューブと内径/外径同じのPFAチューブがアマゾンにあったから検索してみ↓
PFAチューブ 2mm×4mm カット 単位:1m >>298
これから梅雨の季節なので、チューブの中が湿気てフィラメントが折れちゃう
まあ折れても気づければいいんだけど、見えないとわからないし
センサーがつく前の型のプリンタだと、センサーがついてないんだよね えっチューブの内部って湿度影響あるんすね...chatGPTに騙された... >>300
なるほど、確かに蓋しないと湿気ますね
けど蓋すると出しにくいし
放置気味のフィラメントはいつも最初の30cmほどカットして使ってました >>301
そいつの場合はフィラメントが手汗吸ってるんだろ(汗 エクストルーダー手前に予熱ゾーンを設けて除湿したりできたらいいんだけどな
今日届いたesunのPETG、やっぱり吸湿してたわ
2500円以下でおすすめのフィラメントないですか? 鈍感なのかもしれんけど吸湿してたって思ったフィラメントほとんどないな。 レビュー動画とかでガントリー持って動かしてるのをたまに見るけど
あれ歪んだりしないの? プレートのレールもガタガタになるだろうな
まぁ、要らない機種なんだろう オレもつい先日自宅から山手線二駅混まない時間に裸で運んだ
デリケートなものほど生よ >>306
PETGだとAmazonにないっぽいよ?
eSunよりワンランク上のブランドがいいって事?
>>307
レビューで「30mm/sまで落とすと綺麗に出力できました」とか「250度まで上げないとまともに出力できません」とか、極端な設定になってるのは吸湿に気付いてないパターンじゃないかな。少なくないと思う。
今回も洗濯機による乾燥7時間で復活したっぽいけど、出来れば乾燥したのを買いたいな。 >>313
それこそ値段気にするなら乾燥してたらラッキー程度じゃないと安いの買えなくなると思うぞ
安い代表のamazonなんてamazon倉庫でフィラメント専用倉庫ってわけでもないだろし そもそもメーカーも開封前でも半年言ってるから
怪しかったら焼いて使わないと フィラメント乾燥機から直接送るようにしてから
吸湿トラブルは無いな。
使い終わったら、乾燥剤入りのタッパに
入れてるからそのおかげかもしれないけど。 乾燥させたら済むから無駄にコストかけて防湿するよりある程度でいいかな
5000/kg位から乾燥してて欲しいかな程度 良くはなるけど一度完全に湿気ると買った時レベルには戻らない気がする エンクロージャ設置したらPETGがやたら失敗するようになったんだが コイツはどういう原理が環境の温度は冷やさないとベッドに食い付かないんだな PLAとPETGは冷却が重要とPrusaマニュアルにはしれっと書いてやがる お椀をひっくり返したような形を作った時に
内側が妙に汚かったのは熱がこもってしまったのかも >>314-318
やっぱみんな割り切って現状受け入れてる感じか
俺も今までそうだったしな 外壁綺麗にしたいとき
輪っか作るときは外から内が良いのでしょうか?? >>326
スライサー的にモデル表面は内側の方からインフィル->内壁->外壁と呼ぶので紛らわしいので、モデルの内側外側とか言った方が良さげ 内側の壁が汚くなるのは定着しきる前に壁から離れる方に引っ張られるからかな 内壁が先だとオーバーハング耐性が上がるが内壁での余剰樹脂がどんどん押し出されて外壁に悪影響を及ぼす(寸法とか)
外壁が先ならそういう問題はないけどオーバーハングがきついところで空中に樹脂を出す場面ができる可能性が…
悩ましい 前に調理用の型を3dプリンターで作ってはいけないって話があったけど
これって内側にレジン塗って硬化させれば問題ない気がする >>331
なんで作ってはいけないの?
なんでレジン塗ったら問題ないの? >>331
調理用の型の型を3Dプリンタで作って、調理用の型は粘土で作るんだよ
そのあとオーブンで焼いてコート塗って焼けば食洗機にも耐える型が完成する >>331
作るのは勝手だけど、それをその用途で売ったりすると食品衛生法違反になるんとちゃうかったっけ 竹20万超えとmk5一向に発売しないで3Dプリンター本体の話題ひえっひえだな
このまま日本市場はm5やK1がかっさらっていくのだろうか Klipper化や改造を自分でやらなくてもまともに動く高速機が手にはいるようになったし
多少の性能差で一喜一憂とかくだらねえから手段と目的がひっくり返ってる人が喜ぶような話題で盛り上がることはもう当分無いだろう このレベルのマルチカラーはいつになったら市販されるんだろうなあ
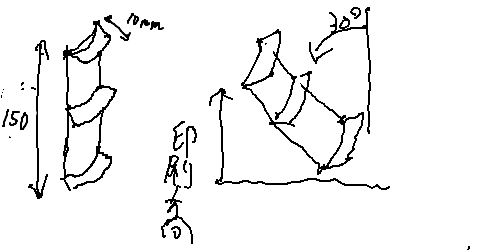
https://youtu.be/0suzmFtizK4 質問です。
絵の左図の用に曲面から垂直に出っ張り(約10mm)を印刷したいのですが
オーバーハング対策として傾けて印刷しようと思ってます。
傾けて印刷するため倒れないようにサポートは必須でしょうか?
ブリムを15mmぐらいつければサポートなしでもいけますかね?
印刷物の強度のかかり具合を考慮すると90度倒して印刷は出来ないです。
 パーツが色々出てくれば自作PCのような生き残り方をするかも知れんよ?
パーツが色々出てくれば自作PCのような生き残り方をするかも知れんよ?
その為には規格が統一されていかないといけないが
その上で多様性が保てればオーバークロッカーやら液体窒素おじさんやら
チューバーとか参入して盛りアガって、、、くれないかなぁ
まずは外ヅラ。カッチョいい1680万色に光るエンクロージャーを各社こぞって発売しないといけない
そしてエロ。おっぱい3Dプリンタ師と萌えキャラ。これも必須 >>341
実際やってみりゃ済む話なのに何でやらないの?
クソみたいな情報後出しで何やかんややり取りしてる間にプリントできるよね?
それとも何だ、フィラメントもったいないからお前ら俺の代わりに試せよって言いたいの? >>340
もう今の時代改造する必要ないのですよ
浦島太郎さんw >>341
俺なら一番高いとこだけサポート付けるかな?
あとは薄い板のモデルを近くに置いて擬似的にブリムの面積を増やすのも有効そう >>341
そういえばArc overhangってどうなったんでしょ
軽く調べたらPlusaSlicerにGitHubに上がってるスクリプトを組み込めば使える的な事が書いてあったけど 今ふと思ったけどPrusa MK4のInput Shaperで加速度センサつけるなら
ヘッドだけじゃなくてヒートベッド側にも必要だよね?
ヒートベッドとケーブルの接点にでもつけるつもりなんかな >>345,347,348
色々とありがとうございます。
STLは家に帰ってからアップしたいと思います。
いいアップローダーとかありますか? >>344
今の時代わざわざ3Dプリンタなんか使わなくても既製品があるんですよ
浦島太郎さんwwwwww >>346
完璧なプリンター、か…世界には完璧な物など存在しないのだヨ。
陳腐な言い回しになるがネ、それは事実だ。
なればこそ、凡人どもは完璧に憧れ、それを求める。
だがネ、完璧に何の意味がある?
何も無い。何も、何一つだ。私は完璧を嫌悪する!!
完璧であれば、それ以上は無い。
そこに創造の余地は無く、それは知恵も才能も立ち入る隙がないと言う事だ。
解るかネ?我々にとって、完璧とは絶望だヨ。
今まで存在した何物よりも素晴しくあれ、だが、けして完璧であるなかれ。
その二律背反に苦しみ続け、更にそこに快楽を見出す生物でなければならない。
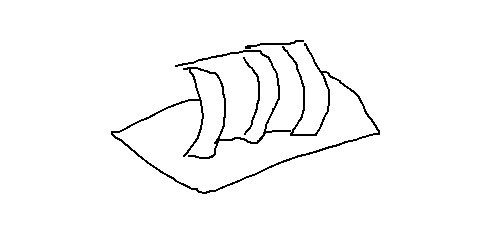
つまり、完璧などと言う頓狂な言葉を口にした瞬間に、既に君は私に敗北しているのだヨ。 語尾がカタカナになるのって、どのくらいの年台なんですかネ? 具体的な形はまだ分からないけど、俺ならこう置くかな
こう置けば棚部分も強度が確保出来るしサポートも少ない
 >>355
>>355
50代とか60代じゃね?
ビーバップハイスクールとか昔のヤンキー漫画とか読むとそんな語尾だったような希ガス 改造というか直せるところは直すって感じだな…
完全にブラックボックスになってるものよりかはある程度汎用品でできてる方が何かと便利だと思う >>357
棚の強度というより曲面全体ですね
曲面に対して印刷物を押し付ける形になるので
axfcにアップしたいと思います。
ありがとうございます STLファイルをアップしました
書き込み規制でリンクを貼れないので
斧の4066167です。
絵だと大げさに書いたので実際の出っ張りは
両端にあります 稼働部品の少ない光造形は直輸入かAmazonなりでいいけど
FDMは国内代理店じゃないとやばい噂も聞くし1マン差くらいなら代理店で頼んだほうが無難だよね その差額の1万で部品手に入れて自分で直すのでどっちでもいい ゆうほど代理店が何かしてくれるイメージがないけどな >>360
普通にこうやって置くのはダメ?
サポートが付くから?
曲面部の強度は一番強そうだけど
https://i.imgur.com/1bgceV6.jpg 日本の代理店はたびたび中国メーカーに舐められてるんだろうなってのが透けて見えるし
ハード設計で初期不良起こそうがメーカーが折れて対応してくれるなんてのは無理だろうね
Redditで海外ユーザーが本体交換されたとか対策部品届いたとか言ってる機種も日本で同じ対応受けた報告なんか全く出てこない bambuって技適ちゃんと取得してるのかな
検索しても確認できないんだが
このスレで買った人は居ないの? >>351
何を言ってるのかな?
既製品に無いものを作る為にあるのですよ?
馬鹿ですか?w >>362,366
色々アドバイスありがとう。
サポート面が荒れると思ったけど
よく考えればサポートの接触面も曲面だから
剥がしたところであんま影響なさそうですよね >>370
今日び既製品がないものなど殆どないんだよ
ヒキニートくんには驚愕の事実だろうけどねwwwwwww >>373
ほとんどって言ってるとこがマヌケやのうw
有るって認めて事に気付かないとはな…
情けない… >>373
俺が作ったswitchbotロックを引違い錠で使うためのアダプタは売ってんの?
見つけられなかったんだけど教えてよ >>373
その「殆ど」に当てはまらない部分を作るための3Dプリンターでしょ? >>373
お前は馬鹿だから皆に叩かれるんだよw
わかったか! >>371
パラメータによっては荒れにくいように出来るかもね
荒れても接触面なら少しやすればOK じゃあ1レスで済むような内容をわざわざ2レスに分けるバカだな 失礼します、ender-3 Max Neoでフィラメントが押出されなくなってしまいました
エクストルーダーを確認した所ギアは問題なく回転しており、リール部分が引戻し時は回転しますが押出時に止まっている状態です
フィラメントを取り出してみた所画像の様に一部分が細くなって居たのですが、もしかして何か故障させてしまっているのでしょうか?
https://i.imgur.com/7TfXM3n.jpg エクストルーダ内部で詰まりが発生していて、
フィラメントが押し出せないのにギアが回ってフィラメントを削っちゃっていると思われる。
ハード的な故障ではない可能性が高い。
引き抜いたフィラメントがかなり糸引いてるでしょ?
エクストルーダの設定温度がこのフィラメントには高すぎて、
エクストルーダから引き抜いた時にフィラメントのカスがエクストルーダ内に残ってつまりの原因になっている可能性あり。
つまりを直すには、ヒートブロックを加熱した状態でノズルにクリーニング用の針を下から突っ込むか、
フィラメントを上から手で押し込んで強制的につまりを押し出すか、エクストルーダをバラしてカスを取り除く。
次回以降はエクストルーダの温度を10度下げてみるといいかも。
フィラメントのカスが出にくくなって詰まり防止になるよ。 ありがとうございます
温度高過ぎたんですね...eSun PLA+で初期レイヤー225℃印刷220℃に設定していました
ノズルクリーニング試してみます、情報わかりやすくて助かりました 俺はヒートクリープじゃないかと思ったんだが
>>384
ノズル冷却ファン止まってたりしないよね 俺も削れてるようには見えないなぁ
溶けかかって細くなってるように見える ヒートクリープだと、押し出すことも引き抜くこともできないんだよなあ。
だから、抵抗が増えて押し出しができない状態かなと。ノズル詰まりとか。
逆に、リールからの引き出しに抵抗がある可能性もあるけど。
あとは単に、ギアの押し付けテンションが弱めとか。 とりあえず針を刺して温度を下げ再度印刷を始めてみましたが改善しませんでした
冷却ファンは初期レイヤーは0にしてそれ以降は100%稼働にしています
分解清掃する為に固定用レンチ買わないといけないみたいなのでまた今度やってみます エクストルーダーの代わりにフィラメントを手で突っ込んでみて出せるかどうかとか?
それでもダメなら冷却ファン周り外してホットエンド確認かボーデンチューブ見直しするのが良さそう
ボーデンチューブ、クイック継手、ヒートブレイク、ノズルのどこかで部品がフィラメントに干渉したり摩擦が強すぎたりで押し出せなくなってるもあるかもしれない
pla+以外にabsとかも使ってるなら残った樹脂が悪さしてる可能性もあるのでコールドプルも視野に入る >>387
なるほど。
確かにヒートクリープは押しても引いてもダメか。
でも細くなってるところって位置的にノズルスロート上部あたりで、引っ張って細くなったって感じだよね?
それはなんでなんだろ >>382>>388
フィラメントが湿気ってるのも原因な気がする>PLAの詰まり
うちもPLAだけ出力途中で詰まる事があってPLA使うの避けてたんだけど
後で確認したら湿気ってポキポキに折れる状態だった
カメラ用の防湿庫に湿度設定最低にして保管してたんだけどね
(カメラは別の防湿庫で保管している、カメラは乾燥し過ぎてもダメらしい)
同じ条件で保管している2017年に買ったPETGは今でも使えてる バラしてみたら変な塊詰まってたとかはよくあるからとりあえず開けてみるに限る 沢山情報ありがとうございます
先日の大雨の時防湿庫から伸びるPTFEチューブ内にキャップをせずフィラメント放置してしまったので吸湿も原因かもしれません
フィラメント乾かすのと後日開けてみて中身確認してみます >>393
この期にノズルは交換でいいと思うよ
高いものでもないし
針で詰まりを除去するのも、コールドプルも俺には出来なかったよ >>393
普通のplaなら数日、1週間程度ならたいして影響でないと思いますよ
単純に他のフィラメント試すのももちろん良いと思います
安いのでノズル変えるのが1番楽 フィラメントをアンロードせずに1日置いといたらめちゃくちゃ不調になったことはあったな モーターオフにして手でフィラメントを押したり引いたりしてみるといい
(ノズルはもちろん温めてから)
まずは詰まってる感覚を手で体感するんだ 俺もフィラメントの湿気だか劣化でノズルから少ししか解け出てこなくなって押し出しギアのあたりのフィラメントが削れるってことはあったな
その時は結構長期間放置してたんだけどノズルを新品に交換しても改善されなくてフィラメントを新しく買いなおしたらうまく出力できるようになった Gratkit Fireflyなる乾燥機が良さげだったからバックしちゃった
FiladryerS2も持ってるがやつはすぐ倒れる >>399
3Dプリンタ持ってるのに何で倒れないようにスタンドを作らない? ドライサウナって多分フィラメント乾燥させられるよね
生身の人間がそんなとこよく入れるよね 予熱掛けてノズル外す、下からLレンチ差し込む
詰まっていたら差し込めないから
Lレンチ暖まるのを待って溶かしては掻き出すを繰り返す K1,純正のhyperPLAじゃないとうまく行かない、
eSUNやSUNLUの高速樹脂とかでもだめ。hyperPLA以外では高速造形の意味をなさない位最適化されてる感じ v6?ノズルをmk8に変えてみた
ノズル外回りが掃除しやすくなったのと
印刷物冷却ノズルの配置に余裕ができた
性能は変化ないと思う >>406
HyperPLAは通常のPLAに比べかなり溶けやすいらしく他のPLA使うときはノズル温度とリトラクション設定の見直しが必要らしいよ
https://the3dprinterbee.com/creality-k1-review/ ノズルをbondtechのvolcano CHT Nozzleに変えてる人が出てきてるね。 K1のデフォノズルの溶解性能が足りないんで、通常のフィラメントでも溶解性能を上げれるように>411だよっていう意味でした。 今crealityスレは基地外がいるからこっちでいいよ >>399
その乾燥機ってコレ?
https://fabcross.jp/news/2023/20230608_fireflydryer.html
自分も欲しいけどKickstarter使ったことないから躊躇してる
実際Kickstarterってどうですか? >>411
Volcanoが普通に使えるのが助かる
Bondtechは送料高いから欲しいけど悩むな >>417
大手なら安心、小さいところならわからない
心配なら通常販売されるまで待った方が良いよ
Kickstarterは購入ではないですよ
>>413
デフォのズルというよりvolcanoの限界ですね
自分はフィラー入りフィラメント使うのでDLCコーティングノズルに変えました
300mm/sにこだわりないので少し速度は落としてます(都度profile作らないといけないの面倒) bambu x1c買おうと思うんだが>>159氏の発言が気になる
> 自分で、改造・修理が出来ないのなら、iPhoneのように、実は3Dプリンターをレンタルしているのと同じ、レンタルする権利を買ったのと同じ、となる可能性だってありますよね。
これはどゆこと?
修理代がアホみたいにかかるかもよってことかな? オープンソースじゃないってことだね。修理は基本交換パーツを注文して自分で修理でしょ。改造で保障がなくなるのはどれも同じ。 交換マニュアルもしっかり整備されててむしろ良心的だと思う
新しく会社なんで部品いつまで提供してくれるかは気になるけど、そんなの気にしてたらどこの3Dプリンタも買えなくなる
X1Cはお金あるならベストな選択と思うよ。羨ましい >>420
スライサーがクラウド限定だから、bambuが潰れて使えなくなったり、スライサーが月額制になる可能性があると言いたいのでは?
ちなみ会社が潰れたらスライサーはオープンソースに流すと言及してるし、後者は考慮にも値しないと思う
3Dプリンター業界は何でもすぐパクられるからソフトを非公開にして製品価値を守ってるだけかと
修理の事を考えても、部品が細かくリストアップされてるしBambu japanが国内に在庫持ってるみたいから不安は感じない
3Dデータがクラウドから抜かれる可能性はあると思うが、趣味用途でお金に余裕があれば問題ないと思う
俺はお金がないけど、あればMK4やK1よりX1Cを買う なんでもPrusa基準でオープンソースガーって的外れな批判書く奴はどこにでも沸く 自分で修理ができないなら毎回メーカー送りになるからレンタルで十分だろうね
都度最新機種を選べるし
改造できるなら各部品を変えて機能強化できるから陳腐化しない X1CとP1Pでもっとも明確な違いってなんだろう
外観? レスありがとう
>>422-423氏みたいに言ってくれると馬鹿な選択じゃなかったのかなと少し安心できるよ
初の箱型だ
ender3pro→snapmaker2→prusa mini→ender3s1→ankermake→bambu x1c
色々後付けしたり調整したりに疲れたからお手軽一体型デビューしてみよう
当初adventure買うやつの気がしれなかったけど、結局造形品質とトラブル少ないのが一番だなぁと思った
あとうんちがかわいい
いまはprusa miniがメインだからmk4も気になってる
>>159氏のmk4のレビューありがたかったわ、ありがとう
船の多色印刷で9時間て見かけたから多色はあんま使わんかもだけど
めんどくさがり屋だからpla、petg、abs差しっぱなしにできるのいいなって思った
tpuはamsにさすのダメってのがめんどくさいけど
といいつつ、そんな高いの買うくらいならみたいなレスにも期待してる Neptune4買おうと思ってるんだけどあんまりここで話題になってないね
安さの割に性能いい気がするんだがここの住民は高めのプリンター中心なのかな? >>428
全然良いと思いますよ
もう少しお金出してCoreXYいくのが流行りみたいだから話題になってないだけな気がするけど
コスパかなり良さそうですし >>428
コスパめちゃくちゃ良さそうだけど目新しい機能が無いから話題になって無いんじゃない?
流行りの機能全部盛りって感じだから買って損はないと思うよ >>159
積層痕が見えないっていうのは、積層ピッチが小さいからってこと? >>429
>>430
よし、買うわ
オンボロadventurer3じゃストレス溜まっててな… 前に質問させてもらった>>341です。
横に置いて印刷するとASAなので
XY方向が長いと印刷物が割れて失敗してたんですけど
サポートタイプをオーガニックにすると
縦においてもオーバーハング処理できるので
これいいですね
https://i.imgur.com/LpzDKoD.jpg adventurer3もなんか高速造形ノズルとやらが出るみたいだけど
どうするんかね? プリントヘッドの後ろの4つのファンがよく意味わからんな。 他のプリンタが印刷速度競争してるのでとりえずそれに乗っかってみましたって感じかな ステージが動くタイプは印刷物が揺すられるから
そこで限界が来るな >>441
物理的にも、個人的な感想でもそんな感じがするんだが
評価用のモデルとか、限界評価してるところある?
Ankermakeの速度でも特に問題ないんだが。 >>442
あるわけない
考えてたらわかるよね。。 印刷物がどうとかよりも総重量の問題だよね
voron0.2ぐらいの小さなステージだったら
エクストルーダよりもヒートベッドのほうが実は軽かったりして
エクストルーダ固定でステージだけを動かす機種が登場したりせんかな 本気の高速印刷を主張するなら最高印刷速度といっしょに最高加速度も示すんちゃうか。
Ankerのもソフトウェアのアップデートによる制限解除で5,000mm/s^2(X1CやK1は20,000mm/s^2)
出せるようになったって言ってるし。
https://www.ankermake.com/blogs/article/new-speed-barrier-broken >>444
どうせX軸でエクストルーダーを動かさなければいけないから
ヒートベッド固定の方が軽くなる >>444
あとステージをXYで動かすと印刷面積の4倍以上のフットプリントが必要になるのが無駄 厚さ6mm、120mm四方のA5083板と仮定して大体230g位?
それにシリコンヒーターとベッド動かすなら直動機構と接続するための部品も加えて…剛性確保で金属部品になるし結局500gは楽々行きそう
比較用にender 3 s1のspriteエクストルーダーの重量調べてみたけど288gとか265gとか575gとか錯綜してるんだけどどれが正しいんだ… CoreXYじゃないとX軸のモータそのまま動かす必要あるから
それならベッドの方が軽いって話じゃないの >>444は小さいステージの専用機って前提ね
ステージがでかければそりゃエクストルーダより重くなるわ
>>447
ステージをXY方向に動かすってイメージだった
エクストルーダはZ方向にしか動かさないの
小さいステージなら2倍動かしたところで大してでかくならんやろ >>452
volon0.1の造形範囲でvolon2.4並の筐体サイズになる ヘッドのところに小さいベッドでもつけて下にヘッド持ってきて逆さ印刷すればいんじゃね そうかエクストルーダとベッドの片方しか動いちゃいけないなんて決まりなかった
両方動かせばええんや 無重力下での3DプリントはNASAが本気で検証してそう 無重力でフィラメントを押し出したら3Dプリンタが飛んで行くのでわ 普通のベッドスリンガーががベッドがY軸方向、ヘッドがX、Z方向に動いてるんやろ。 ネタで書いたけど物理的な性能だけならダブルCoreXY方式割とアリじゃない?
・エクストルーダとステージの相対速度は従来の2倍
・ステージ4倍分の面積確保しなくていい
・エクストルーダとステージが反対方向に動くのでカウンターマスになり振動抑制
問題はモーターの数が多くなること… >>462
両方動かすエネルギーをエクストルーダー一本に集中したほうが速い だったらエネルギー2倍投入してエクストルーダ―とステージを全力で動かすのだ
コスパは最悪、性能は最高 5chに書き込んでる素人ですら思いつく程度の事が実現されていないならその思いつきにメリットなど無いという事 >>470
みんなフザケて言ってるんだよおっさん
マジスレすんなw XYでモーター4つ使うならクロスガントリーなりvzbotのawd構成でよくね マトリョーシカ方式で無限にガントリー組めば速度無限になる >>471
ウケるネタだったらマジレスなんてされないよ 投入できるエネルギーにも上限はあるわけで一つのモーターが出せる速度には限界があるよね
じゃあふたつ使えばもっと早いよねってだけなのに
出てきた反論が「5chに出てきたから悪いアイデアに違いない」って言われても(´;ω;`)
>>472
じゃあモーター8つ使おう? これプリンタを横に倒して印刷したら4軸にせんでも同じことできたりせん? >>481
エンドミルも付けて表面の仕上げもやってもらいたい
塗装の為にサーフェイサーと磨きを永遠と繰り返してる俺の心からのお願い 表面綺麗にしたいなら光造形のほうが楽とちゃうんか
ちょっと前にいたコスプレ用のグッズ作ってる人かな >>477
mk3にこれで行けるらしいぞ
www.printables.com/model/288723-4-axis-modification-for-mk3s-with-rotational-print >>476
高電圧可は良くある話だし
1軸2モーターも既に存在する
でもプラットフォームの2軸駆動は無い >>483
光造形でも段差は出来るからねぇ
磨く手間はそんなに変わらない
あと大型の部品もしんどい PINDAの精度ってなんだろうこれ
スットコドッコイと言うか0.5mmやっとだね
これ信じて補正とかマジイかれてる >>483
俺はコスプレじゃなくてロボの人だね
何十という部品の下地処理やってて気が遠くなるわ PINDAとかSUPER PINDAは温度補償できるファームでないときびしいんちゃうか。 洗濯洗剤アタックのワンハンドプッシュボトルが便利だけど透明ボトルが存在しないから、ダイソーの詰め替え容器にワンハンドプッシュのヘッドを取り付けられる変換ジョイント的なのを作ろうとしてる
…が、ネジ部分のコピーって難しいね。特にめねじ側 ネジはピッチさえあってればしまるから緩めに作ると良い 管ねじは規格品だからフリー3dデータサイトから漁って見るのもいい
ネジ切ってないデータも多いけど オーブン粘土は、粘土で成形した後に1週間乾燥させ 180度のオーブンで焼き固めます。
その後、コート剤を塗り 100度で30分焼くことで 耐水耐油に優れ 食洗機でも洗える食器が作れます。
このコート剤を使えば、3Dプリンタで作った食器も食器として使えんじゃあねーかな?
FDA準拠だからペロペロしても大丈夫だし
問題は 100度30分 に印刷物が耐えられるかどうかだけど、そこは賭けだな 出来たてはともかく、そのうちコーティングがひび割れて剥がれてきそう。 コート材がどんなものか知らないが積層痕がコート材で消えなければ食物の残留の問題は解決しないのでは DMM Makerのクッキー型の食品衛生法試験適応の加工では素材としてナイロンとチタンやコーティングが選べるみたいだけど
いずれもバレル研磨が付いてくるみたい。
https://make.dmm.com/blog/creativelife/cookie-cutter/ バレル研磨いいねえ。うちも導入しようかな。
メディアは、乾燥剤に使ってるシリカボールあたりで・・ PINDA使うなら、本家のSuperPINDAにすればいいのに
PINDAは温度補償の処理が手間だし
パチもんSuperPINDAは仕様を満たしていないコメントがままあるので避けるとして とはいえ本家もMk4でPINDAをやめたあたり精度はよくないと思ってたんだろうね Z-Offset調整がいらないひずみゲージとA/Dによる衝突検知がXLで実装できてたし。 教えてください。
一層目の塗りつぶしから何か汚いです。
Ender3でPLAです。ノズルやフィラメント変えてもこんな感じです。
少し前までは綺麗でした。200℃50℃です。
船やキューブの出来上がりは綺麗に見えます。
どの辺を見直せば良いでしょうか?
https://i.imgur.com/c1CCC4V.jpg >>507
中心でもこんな感じで二層三層と進むにつれ汚い肌荒れみたいになっていきます。 >>506
curaならマテリアルタブのフローをいじれば良くなりそう 自分の場合はフィラメントが湿気てるときに汚くなったね。
フィラメント変えたってあるけど新品に変えたの? >>509
ありがとうございます。フローいじってみます! >>510
BLTouchの互換の3DTouch入れてます。
プリント中にBabystepなどでギリギリまで詰めたり開けたりしてるのですが改善しません。 >>511
はい新品を開封しました。開けっ放しの物と結果は変わらずでした。 >>506
そこだけノズルーベッドのクリアランスが小さくなってて、ノズル先端の周囲にはみ出た分が筋状の荒れを作ってる。
2層目は荒れた1層目の上にさらに荒れを作るから、またさらに荒れる。
でも1層目の影響は5~6層目くらいで吸収されて無くなるから、俺は気にしない。
バネ鋼板系のサーフェスならば、そこだけ曲がって浮いてたりしないかな? >>515
ありがとうございます。
調子良かった時も右手前などでこうなることはあったので板の歪みかもしれません。
コインのような形状のモノを良く作るのですが中心部でも汚くなってしまいます。
ただインフィルなどで吸収されて出来上がりは悪くは無いモヤッとしています。 ファーストレイヤーだけ0.3mmとかにしてみたら多少のベッドの歪みはカバーできるかも 中心部も荒れるなら、全体的にノズルーベッド間のクリアランス調整ができてないか、ベッドの平面度が出てないかもね。
うちはEnder3だけど、平面度が期待できない薄いアルミベッドにバネ鋼板で苦労したから、今は3mm厚フローガラスにしてる。 peiシートの脱脂でオススメってありますか?
消毒用エタノールで基本やってるけど
オキシクリーン(過炭酸ナトリウム)漬けしようと思うのですが
表面のコーティングを痛めますかね? >>517 >>518
ありがとうございます。BLTouch導入してからそれほどベッドの調整とかしなくなっていたので
もう一度キッチリ見直してみようと思いますm(_ _)m X1C買った人いない?
K1買ったけどボロボロだから返品か売却かして買い替え検討中 メーカーに問い合わせもできないやつから不良品の中古プリンタ買うとかいう地獄 それって定価で買って不良品送られても泣くな、33kのプレミアム保障必須ってサンステラ中の人のステマかな? どれだけ小さく低コストでも火災やら失明やら安全面の関係で家庭用は厳しそう
産業用の金属プリンタの値段が下がってプリント代行の価格が下がるとかはありそう レーザーで3Dプリントなら粉末焼結かな?
あれ粉末高かったり取り扱いが結構難しいんだよね
樹脂だけどFDMがやっぱりシンプルで使いやすい 炭酸ガスレーザの光軸調整地獄から開放されるだけでも有用だから早く出してほしい アクリルカッター作ろうとaliexpressで40wのレーザーモジュール1万円で買ったけど積んだままだわ
弄ろうにもちゃんとした防御メガネとか揃えるだけで結構な金額になる >>534
金属粉末がめちゃくちゃ発火しやすいのでまず焼結する環境に反応性に乏しい気体を充満させないといけないとかあるし
少なくとも粉末焼結式は家庭用にはハードル高いんじゃないかな 光造形も精度いいのはわかるんだけど後処理がめんどくさそうでな トップダウン型の安いのが出れば買おうかと思うんだかな光造形 >>538
精度というか仕上がりだろ
光造形は反りまくり >>539
去年くらいにクラウドファウンディングで出てたけどどうなったんだろあれ
俺も期待してたんだけど
って思ってたらもう売ってるみたいだな
レビュー見るとなかなか大変そうだけど 積層痕なんて、0.2mmくらい大きく印刷してやすればツルピカに消えるだろ
と思ったけどPLA固いしうまくやすれないし積層痕全然消えていかないな・・・
なんだこれ 積層はフィラメント材質でも目立ち方がだいぶ違うと思う
MODERA PLAなんかは目立たない
でも構造上完全に消せることはないのでサフなりパテで埋めるしかないと思う >>545
紫外線硬化タイプのパテがまさにそれかと
専用品は粘度とか調整されてると思うけど 昨日のender3の者です。
何時間もかけてレベル調整したのですが状況が変わりません。
ファームも新しくしてみたり等もしました。
思い当たる節としましては少し前にホットエンドを新しくしました。
関係あるでしょうか?ノズルは0..2 0.4 0.6と使いましたが同じ様に汚いです。
キューブや船はこんな感じです。
https://i.imgur.com/tesVALA.jpeg
https://i.imgur.com/4lHgPe3.jpeg
https://i.imgur.com/jeHsJuT.jpeg >>547
この文章を書いていて心配になり確認したところお漏らししてました。
これが原因臭いので交換して出直してきます。
スレ汚し申し訳ありませんでしたm(__)m
https://i.imgur.com/E9mxzNN.jpg
https://i.imgur.com/HA3oB20.jpg >>548
ありがとうございます。ホットエンド交換して様子見してみます。 >>544
難燃性の材料ならコンロの遠火や100円ライターで炙れば滑らかに出来るけど、自己責任な ライターより少し大きいくらいのスライドガストーチが一個あると奥まったところも含めていろいろ粗を消せて便利 PURUSA MK3S+ を使っているのですが、フィラメント切れに
なったときに止まるのはいいのですが、ヘッドの温度が上がり
っぱなしで止まっています。フィラメント切れで止まった時に
温度が下がる設定ってできるのでしょうか?
無人で動かしてフィラメントが折れて止まってしまったときに
温度上がりっぱなしで数時間放置するのが怖いので。 ポーズしてフィラメント入れ替え処理実行してるからADVANCED_PAUSE無効にしたら
HOTEND_IDLE_TIME OUT で温度落ちるかも。その後マニュアル操作で入れ替え処理上手くできるか知らんけど 尼からホットエンドが届き交換したところ見事に復活しました。
お漏らしで圧が抜けて特に一層目の吐出量が少なくなっていたようです。
何日も試行錯誤して疲れましたが勉強になりました。
https://i.imgur.com/FqBGBke.jpg >>503
SuperPINDAはフォーラムでも話題に上がってないから精度は問題ないんじゃないですかね
実際、一層目のキャリブレーションしても線幅が不安定とかなったことはないです
PINDA(V2)は過去何度か上がっていましたけど
ただどちらも表面ではなく金属を検知するので、表面材厚の異なるシート交換やRevoなどのノズル交換が
いまいち不便でした
シートやノズルのキャリブレーション設定を切り替える機能はあるけど、そもそもキャリブレーションが面倒だし、うっかり設定を切り替え忘れると印刷失敗したりノズルが衝突することがあるので、MK4はその点の改良だと思いますね(シートが汚れる問題はありますが) あと、バネ材なしにガラス板やG10が使えるようになるのかな? 3Dモデリングと3Dプリンタの有り難みがわかる動画だ 説明もなくいきなり貼られたURLをよく見に行く気になるな PCじゃ怖いけどスマホならサンドボックスなんでまぁ むしろこいつは説明さえあれば対策なしで踏んでるのか... >>565
twitterなら問題ないだろ
よほどひどくても首切り動画がせいぜいだし >>555
そうですか、難しそうですね。
簡単な設定があるかと期待していたんですが。 過去に身に覚えのないエロサイトから高額な利用料金でも請求されたり、痛い目に遭ってるんだろうな
ドラえもんののび太も防御本能の発達で異常に射撃が上手かったりしたし
https://imgur.com/a/XXKVlr8 >>574
そういうのに騙される人だけだよね、ビビるの >>572
何でもじゃなくてついったドメインやけど? SUNLUのEasy ABSを使った事ある人いる? easy absでググったら腹筋割る運動動画ばっかり出てきたけど商品名おうとる? 3Dプリンター買ってから1-2年に一度、シャッターの取っ手を造形するのが恒例になってて
劣化して壊れるたびに作ってるんだけどABSだとだいたい1-2年で紫外線劣化で脆くなって壊れるのでそんなペース
少し前にPETG使い始めたのでPETGで作ったのにしてみたら半年もたなかった
めんどくさいけどまたABSで作り直すかぁ、PETGは造形楽で良いんだけどちょっと弱いのかなぁ もう10年ぐらい3Dプリンティングしてるのかな?何でASA使わないの? 同じくASAって書こうとしてた
耐候性は知らないけどPCとか別素材もあるので
折角プリンター持ってるなら色々試したらって思っちゃう 塗装すれば良いんだぜ
あと紫外線に強いフィラメントの色もあるかもしれん
うちの透明青のPETGは2年以上南東向きのベランダ放置で劣化は見られない
白のABSは砕けた >>583
adventurer3の高温度ノズルでやってるけど個人的にABSより扱いやすく感じる >>578
発売したばかりでまだ中国くらいでしか売ってないのかな
エンクロージャー不要で反らないし割れないし衝撃にも強いと謳ってて気になったけど
仕様をよくみたら耐熱温度がPETGより低くてダメだな
https://i.imgur.com/dSD9DAA.jpg Snapmkaer J1って全く話題にならんね
70台しか売れてないんじゃダメか
168,300円(税込)ではねえ >>578
メーカー名まで書いてあるんだからメーカー名ごと検索しろよ
フィラメントしかヒットしないわ このスレ安い機種の話題が多いから値段上がると話す意味がない >>589
煽りじゃなくて本当にSUNLUのeasy absでヒットしないんだけどいったい何を見てるんだ?
"easy abs filament"まで入れたらfiberlogyってメーカーのは見つかったけどSUNLUじゃないよな? >>588
いい機種っぽいけどちょっと高いのとすぐ後にK1とかbambuとか来て埋もれたイメージ bambuも日本じゃ大して売れてなさそうだけどな
X1の動画上げてるのは全部提供品だし 日本で売れてなくても良いけど X1Carbon + AMScombo買っちゃった bambuも時期が遅くなってほとんどの人がk1かmax買ったイメージあるわ安いし
でも細かいとこまで見てたらx1cとamsが良さそうに見える J1ってIDEXだから値段の割に安いと思うけどね
Kickstarter価格で買えた人はかなりお得だと思う
細いノズルで外壁、太ノズルでインフィルやってみたい >>598
まだ1機種しか出してないSnapmkaer自体が単体スレ立てるほど認知されてない気がするわ わいもX1Carbon使いやで。Thinkpadやけど X1Cは気軽に買える値段じゃないだろ
個人的にはP1Pが気になってて海外レビューばっかり見てる >>600
x1c買ってよかったなーってどんなとき思う? Snapmakerってヨドバシでの取り扱いもあったよね? >>604
レーザー加工やフライス迄できる3-in-1てのがあるんだな
3DプリントだけのはJ1/J1sしか無いみたい 2.0のAモデルは3in1。
Fモデルが3Dプリントモジュールのみ。
年内に20w,40wレーザーモジュールが販売される予定。 レーザーって0.5くらいならカーボンシート切れるんかな 出力次第だけどそういう用途ならCNCの方が便利やで レーザーカッターはKickstarter でELEGOO PHECDAがかなり安かったかな kobra2も4万切ってて250mm/sか
オートレベリングもちゃんとしてそうだし初心者はもうこれでいいな
一年でいい環境になったもんだ 大きいことはいいことだ!の精神で初心者が
Anycubic Kobra Max (400x400x450mm) あたり買うと痛い目に遭うかな・・・ Bambu LabのAMSは簡易的な防湿もできるみたいで
多色印刷しなくても入れ替えの手間がなくせるのは便利だと思うんだよなあ
TPUはダメみたいだけど >>594
bambuは20万円以上という価格が出て一気にスレ民の熱冷めた感じだな
>>1 個人で買える数万~10万円台のFDM式3Dプリンタについての情報交換や雑談のスレッドです
にもあるし
30%セールとかやって初めて食指伸びる人が多いと思われ
でもそのころにはみんなk1やprusa mk4買っているという 正直フィラメント自体の質なんかあるんかって思う
吸湿してるかしてないかの方がよっぽど大事やと思う そもそもPLAやABSと名前が付いていても組成が完全に同じではない >>617
Amazonで買って2ロール使ったけど特別問題なしだな
1キロもないよとかいうレビューあったけどその辺は計ってないから知らん Anycubic Kobra シリーズ ケーブルの断線多いいよなあ
Klipperのneptune 4の方が >>624
AnycubicはMega-sの頃から断線がお家芸です。ってくらい断線多いぞ 50mm/s民なんだけど
最近の高速機ってどんな感じ?
印刷が速いだけで特に制限事項はないのかな
印刷が雑だとか層間強度が弱いとか特定のフィラメントじゃないと速度出ないとかある?
完全上位互換で速くなるならちょっと欲しくなってきた
三穴ノズルは掃除か難しそうで心配 >>626
k1だけど600mm/s出せるメカで300mm/s運用だからむしろ精度が上がる
50mm/s機をklipper200mm/s運用するより高精度
フィラメントは汎用品 >>627
加速度は20000mm/s^2で使ってるの? >>628
加速度はデフォ20000
>>629
300mm/sの0.2mm スライサーのデフォは10000mm/s^2ちゃうか 平日になんて行けない。
会社の名刺なんて渡せない。 ネジ穴やインローだけ0.2mmノズル、インフィルとか精度がどうでもいいような所は0.6mmノズルに切り替えられるようなプリンタとスライサを10万以内で出してと各メーカーにお伝えください シンプルな構造の「オリジナル商品」の試作品を作る用途なのですが、
どの3Dプリンターを使えばいいか分かりません。
おススメの機種があれば、教えてもらえますか?
予算的には5万円以内だとありがたいです。
現状、光造形式のものを1つ所有しているのですが、
レジンは臭うし、ひび割れやすいし、使用後のレジンの処理が面倒臭いので、
FDM式のほうが良いかなと考えています。 加速度の設定ができるのって遅くしたら静かになったりするの?
時間かかってもいいからスピード遅くして加速度も遅くして静かになったら欲しいな >>637
サイズ希望とかありますか?
あと樹脂は希望なしですか?
ABS使いたいならエンクロージャー付きか、後付けしやすいタイプがいいだろうし すみません、自殺して詫びます。
皆さん、ご迷惑をおかけしました。
これから死のうと思います。 >>644
Sovil SV6 良いですよ
マルチはどちらかで取り下げるレスしておけば良いですよ Curaのインフィル半減って空中に印刷してるじゃねーか・・・ゴミかよ K1買って届いて初期設定中のテスト印刷でボードベンチを選んで17分で出来上がってスゲー綺麗でテンションMAX。
自作品を印刷かけたらEnder3s1で8時間かかってたのが1時間40分って表示されて、ハイテンションのまま飯食って、そろそろ終わってるかなって見てみたら完了してた。
だけどなんか不完全な形で、あれ?って思ってもう一度印刷したらフィラメントが出てない。詰まったかと思いノズルを温めて押し込んだがびくともせず。
引いても抜けない。
新型すぎて情報もない。。。と思ったらSK本舗でエクストルーダーの分解方法のビデオがあったから、早速分解。
そしてらエクストルーダーとノズルの間で詰まって動かない。
ここは分解するの厄介と思い、サポートに連絡。
返信来るも、
ワガママ言ってごめんなさい。今、中国は端午の節句の3連休だから週明けに連絡すします。って連絡が来たところ。
まあ、Amazonで買ってんで1ヶ月以内なら返品はできるものの
1ヶ月以上たつとどうなんだろう。
取り敢えず返品し買い直そうかとも思ったんだけど、一旦サポートの対応見てからでもいいかと思い待ってみることにした。
Amazon発送の在庫がどんどん減ってるんだけど、こういう経験すると1ヶ月経った後の事考えるとサポート次第では代理店経由の購入のが修理対応とかいいんじゃねーかと思いはじめてる。
まあ、サポート次第だけどね。 サンステラとかSK本舗どっちの人かわからんけど、代理店と言うのも販売数命で大変だな 10個ぐらいyoutubeで3Dプリンターの解説動画見たらSK本舗の広告動画が毎日数個表示されるようになった・・・。 >>652
わからん
押出機は詰まってなくて、ノズルも詰まってない
その間。ノズル取って、ニードル突っ込むと1cm位で止まるからその辺。
まあねじ取ってけば分解できるんだろうけど、
ベルトとか絡んでくるから、レクチャービデオでもない限り、戻せなくなったら嫌だからサポート待つ。 Amazonで買ってたらサンステラもSKも関係ないよ >>656
ホットエンドの分解にベルト関係ないよ
でもそれもわからないと思うから分解しないほうが良い
代理店、メーカーもヒートクリープ対応できない客まで対応しないといけないって今後販売できないね ノズル詰まりくらい自分で直せない奴は3Dプリンタを買ってはだめだ
まだ家電クラスにはなってない >>650
他人に何かを伝える時は要点を纏めて簡潔に書こうな
こういうのを相手にしなきゃいけないサポートは大変だろうな アリにK1/K1 MAX用のHeating Block Kitが送料込み2,200円程で売ってるから予備に買っといた方がいいぞ
この値段は多分発売直後の今だけでその内に値上がりするから >>659
K1持ってるの?
ベルトががっちり組み込まれてるところを分解きないとならないんだけど、関係ないの?
偉そうに言ってるけど、何にも見ずに初物分解出来るのか?
押出機外すのだってビデオなきゃ絶対無理だったわ
買ってすぐサンプル印刷して、次の印刷で詰まるくらい詰まりやすいんならメーカーも分解ビデオ用意しておけって事たろ
トラブルの対処法も用意せずに販売できないってバカじゃねーの? ノズルの穴の中を自動で綺麗にする機構とかあるのかな。真鍮ブラシでシコシコは簡単だけど、針を穴に入れるのはムズイよな K1は今までのコールドプルやヒートプルが通用しない構造なのかな? Snapmaker J1もノズル交換は99ドルのホットエンドごとの交換になるとか言っててとんでもないなと思ったわ
上位機種はちょっとした趣味のつもりで買えるものではないな ただのヒートクリープもわからない、何がわからないかもわからない人のサポートするのって大変だろうな
製品のサポートじゃなくて、
馬鹿にするわけじゃないけど介護みたいな話なのよね >>665
君のようなセンスのないクソザコは客じゃないんだわ(笑) 何も見ないで分解できなきゃメカ物いじるのは無理じゃね? ネジで止まってるだけならアホでも分解できるけど
プラスチックとかが変にグリップしてると、変な外し方すると壊す可能性があるから下手に手出しできなくなる
あと複雑な形状だったりすると戻せなくなる事もあるから
ビデオがあると安心感が違う よくあるヒートクリープでしょ
ヒートブレークの筒の外側とヒートシンクの穴の内側に満遍なくCPUグリスを塗れば解決
そろそろスレのテンプレに解決法明記とかデフォでプリンタにグリス添付した方が良い もういいって
crealityは手取り足取り教えてくれる様な初心者に優しい会社ではないからさ
そういうのを望んでるなら他の会社の製品を買うべきだったね 流れ無視で申し訳ないのですが、
筒の内側外壁の一部が下層に定着せず宙を描いてしまう問題で、その部分だけ速度を落とすパラメータが、curaにありませんでしたっけ。 >>666
そんなスレあったんだな。
Creality専用スレ覗いてたら外人YouTuberがK1を全分解してる動画があった。
それ見てたら、スゲー勢いで分解していくんだけど、丁度俺が知りたかったヒートブロック付近の分解が分からなかったらしく10分以上かけて分解してた。途中でネット調べたり説明書調べたりしてたけど載ってなかったらしく難航してた。結果自力で分解出来たけど、あんな人でも難航するの素人じゃなんも見ないで分解するの無理だわ。 うーんやっぱりBambulabのほうがいいかな?
あれもノズル専用品だった気がするけど K1は安物という認識は持った方が良いと思う
86kは高い買い物だけど、K1のスペックで86kは安すぎるよ >>665を叩く意味がわからん
K1はヒートブロックいじるのにベルトが関係する機種なんだろ?しらんけど
いちいち馬鹿にしないと気が済まないやつが多いのか、それとも執拗に自演してんのか バラしていじり倒してからAmazonに返品しようとしてるカスのどこにまともさを見いだしたんだ >>685
いつものガイジ連呼する馬鹿だろ
発作的に噛みつく自演常習犯
頭おかしいやつだよ >>686
バラしていじり倒した?
ノズルが詰まったからメーカー推奨の方法で分解してみたけど
原因がそこじゃなかったからサポートに連絡して、初期不良で返品しようか悩んだだけだろ
バラしたら返品しちゃいけないなら、詰まったら即返品するのか?
そっちのがクズだろ >>685
ホットエンド分解には全く関係ない
全く関係ないのにベルト絡んでる~とか言ってるからパッと見でわかることもわからないアホ
もしくは実はK1持ってないただのネガキャンだな >>688
じゃあ全部正直に書いて返品通るかやってみてよw
国内代理店から買う金すらない貧乏人さんwww 3Dプリンタなんてセルフメンテが基本だろ
わざわざバラしにくい構造にして保守性低くしてるのはお互いにとっていいことではない >>691
通るに決まってんだろ
Amazonの返品の甘さ知らないのか?
ぶっちゃけ使って気に入らないって理由でも返品受け付けるからな
そもそも通常の使用範囲で分解が必須な場所で、尚且つ分解しないと壊れてるからわからない箇所を分解したから返品受け付けませんって代理店でも言わねーだろ
てかサポートに連絡した時点で、確実に分解しろって言われるわ
あとAmazonと代理店の値段の差1200円しか変わらないけど
そんなんでマウントとって何言ってんだ?
Amazonは配送の速さと返品のしやすさで買ってるだけで、むしろAmazonのが高くてもその2点でAmazonで買う奴も多いんだよ。 最初にベンチー印刷できたと自ら自慢してる良品を壊したあげく自分で直せもしないのになんで偉そうなんだかw こういう不毛なレスしてる輩ってただのレス乞食なんだろうな 来月のプライムデーでフィラメントを買い込もうかと思ってるんだが
去年のプライムデーで大幅に安くなったフィラメントってあった? eSUNは安く買ってた気がする
というかどれもある程度セールしてましたよ
どの材質を何キロくらい探してるの? フィラメントはクーポン設定したまま安くしてしまったパターンが安い。1500円以下になったら買い集めてる。意外とセール期間外の方が安かったりするな >>695
それマジで言ってるの?
お前の理屈だと、一度でも正常に動けば以後故障した場合、全部自己責任です。自分で直してくださいって事なのか?
じゃあお前は、通常の、製品保証1年はいらないって事なんだな。
3Dプリンターの代理店も初期不良交換期間1ヶ月取ってるけど、それもいらないって事なんだな?
ただ煽りたいだけでレスしてるのか、マジで言ってるのか、マジで言ってたとしたら頭おかしいレベルだぞ ごちゃごちゃ言ってないでAmazonの担当者騙して返品すりゃいいじゃん >>701
がんばったね!えらいよ
Amazonとメーカーのせいだよ、君は悪くない >>699
いろんなの材質を試したいから取り敢えず安くなってるのを色々買うつもり
>>700
確かに900円になったeSUNマットPLAもセール期間じゃなかったね eSunマットまだ残ってるわ
いくら焼こうがあれは過去最高に速度上げられないのはわかった >>702
>>703
wi-fiと電波切り替えてID変えて自演してるのバレバレだぞ ID:XRS7Ha7+ さあ、マトモに反論できてないんだからもうどっかいけよ
邪魔やで >>704
Amazon舐めるなよ
1日100万個の注文受けてるショップだぞ
返品率が1〜2%だから1日1万個以上の返品受けてるから
一々個々の返品に感情なんて一切持たない。
完全な流れ作業で処理してるだけ。 >>703
煽ってるつもりなんだろうけどメーカーのせいではあるだろw >>708
随分詳しいんだな
普段からやってるからか?(笑) >>712
Amazonが公式で認めてるユーザーの権利を行使してなんでユーザー評価下げると思ってるの?
返品しやすくしてるのは、ユーザーが気軽に買うようになるし、Amazonを利用する要因にもなってるからAmazonの戦略なんだよ。
あと中華企業も初期不良交換なんてなんとも思ってないからな
日本企業は不良率を0.1%まで下げて出荷させるから、値段が上がり交換もなかなか応じなかったするけど、中華は不良率10%で生産して
同等の値段で1割多く納品するんだよ。
その1割は交換分って事。だから10%の返品は鼻から織り込み済み。
そっちのがコストダウンになるんだってさ。 なるほど検品にコストかけずにその代わり余計に作るわけか
確かに検品に必要な設備やら人員を省けるな
日本人には発想出来ないなこれは >>710
マトモに反論できてないよ?
口動いてるだけだなお前
普段もそうなんだろうな くだらない言い争いでスレを消費するの止めてください >>717
機械音痴のザコがイキったところで惨めになるだけじゃね?(笑) またwifiでID変えたとか言い出すぞ
自分のことじゃないはずなのに反論がとかおかしいなぁw くだらん書き込みしてる暇あるなら少しくらい人のためになること書きなよ
Amazonの話聞くとそこに販路持ってるメーカーはあまり信用できない感じに見える Amazonがすぐ返品できるのはこんなの相手にしたくないから >>721
逆だよ
AmazonでAmazon倉庫からの出荷品は、すぐ返品できるから
ちゃんとした商品じゃないと成り立たない。
Amazonでもマケプレ出荷の商品は返品は難儀だから詐欺商品もあるし注意が必要。 prusa mk3sで急にプリント中のY軸?の移動時に異音がするようになりました。
原因はなんでしょうか?
甲高い象のよう音です。 リニアベアリングのオイル切れ、焼き付き、破損など
取付のトラブルが多かった様で3s+は取付金具が改良されてるね リニアブッシュにグリス追加したことないけど頻繁にやらんとあかんのかね? こんな音です
ttps://youtube.com/shorts/LpXxhRK04no?feature=share
グリスアップはしました 尼で売ってるK1ってマケプレ販売なのは当然として
出荷元も尼のは無いんだね >>730
売り切れただけ
5日前は12台あったけど今日の午前中で売り切れた おいおいおいおい…!
やっぱり読みは当たってた…!!
これまでのレベリング不良はZ軸ベルトが適切な歯に噛み合ってなかったせいと見て間違いなさそうだ
Creality K1ユーザーのみんな!
レベリングがどうしても上手くいかない時はベルトを調整するんだ!
https://pbs.twimg.com/media/FzSvDsfaEAUnJ3o.jpg 解決したみたいで良かったね
あとPTFEチューブはドラッグチェーンから出した方が良いな つーか公式で動画出してるな
https://youtu.be/CsIAJgCAxFM
K1持ってる人はこのアカウントの動画全部見といた方が良いね コメントで真っ先に工場でやれって書いてあって草
これをレベリングだと言い張る公式の図太さ まだまだ機械物が得意な人じゃないと運用出来ない装置なんだなあ
ヒートクリープなんて自己責任だろって思ったけど
そんなんじゃ一般人がついて来れるわけがないな 少なくとも今はまだ家具ではないね、工作機械の範疇からは脱してない印象 どっかの2Dプリンターみたいに詰まったらヘッドごと交換するのがいいのか 3Dデータを作成し、make.dmmなどどこかに作成依頼をしたいのですが、
複数のサイトで料金を確認したいので、一括で見積もりをとってくれるサイトはありませんか? >>729
どこかにガタがあって振動共振してるような感じだなぁ
リニアベアリング回りだとは思うけど、まず音がどこから出てるかよく聞くことと
音の鳴りやすいもの造形させて、ベットちょっと触って力かけて音の鳴り方が変わるところを探す
そんな感じで原因特定して、特定出来たら交換するか対策する
でもうるさいだけでとりあえずそのまま使ってても問題はないと思う。ほっとくと勝手に治ることも良くある
もちろん原因見つけて交換したり対策するのがベストだけど、無理して壊れても壊れた時にまたなんとかすればいい
っていう考え方もある 今となっては2.6の正式版が出たprusaslicerだけど、2.6ベータやrcのころレイヤーシフトしやすかった?
なんかcr10ですごい頻度レイヤーシフトして凹んだ。
怪しかったからorca slicerに環境移行中。 >>749
日本国内だけでお願いしたいです
一括見積サイトがない場合、どのサイトが一番安く依頼できるでしょうか?
素材は透明樹脂、またはアクリルの予定です どなたかP1PとX1Cの違いを教えていただきたいです。
もし変わらないなら、P1P買ってエンクロージャー作ろうかと思ってます >>760
ありがとうございます。
コレを見ると尚更内容か一緒のように見えてしまうんですが... これ微妙に気をつけないといけないのが、X1Cじゃなくて、日本未発売のX1の点に注意
P1PとX1Cの違いは主にエンクロとLiDAR、あとディスプレイの差
LiDARのみ後付けできない
YouTubeのレビュワー見てもLiDAR有無で変わるってレビューもあれば変わらないってレビューもあるので好きな方買えば良い ごめん、スマホからだと出てなかったけどパソコンからだと3機種出てた プラ板の箱より、EPS板とアルミ蒸着フィルムでエンクロージャー作ったほうがいい。 Aliで割としっかりしたエンクロージャーが他社製ででてますよ
1万円ちょっとなのでコスパ良いと思う 海外のレビューとか見るとP1Pの方がWiFiが安定しないとか
ファイルの転送速度が遅いとか書いてあるから
スペック表に書いてない部分でも違いはありそう 造形物冷却ファンがオプションのはずなんだけどそれの有無で印刷速度の違いがないのが謎だったりする メルカリが3Dプリント品を出品するときの注意点を出したぞ
食品関係に使うなとか火事になるものに使うなとかそんなやつ
営利目的で反復継続して出品・販売し取引を行う場合は、
許認可や届出が必要ってのは何を指してるのかさっぱりだが…
https://jp.mercari.com/notifications/news/2165 PLAは原料が抗菌剤にも使われる乳酸だから今度実験してみよう 皆さんありがとうございます!
P1P買ってみようかと思います! >>769
紛らわしい書き方になってるけど
3Dプリンターに限らず金取って反復販売すると特定商取引法上の事業者扱いになるから食品衛生法に限らずいろんな法律の対象になる
きりがないから具体的に書いてないだけだろうね
少額だと月100個くらい出品しないと事業者にならないからそうそう引っかからないと思う
材料がPLAしかないみたいな書き方も変だし
衛生面の話で食品衛生法の文字も出てこなくて書いた人間は中身全然理解してないだろうね mk4キットやっと組み立てたんだけど電源の切り方がわからない。
持ってる方教えて頂きたく…しょうもない質問でごめん。 電源は入って印刷も問題なく出来てます。
パソコンみたいにシャットダウンするんかなと思いきや何も見当たらないので、リセットボタン押して裏の電源ボタンで切ってる状態です。 ノズル温度が50度下回ったらガチャギリですよ
mk3sでも同じでした Klipper機ならLinuxなのでシャットダウンしたほうがええんやろけどね。 Bambuが一年の総括を上げてるけど、下の方でP1Pを100$値下げするみたいな事言ってる?翻訳だから不確かなんだが
https://blog.bambulab.com/bambu-lab-anniversary/ 一周年セールしてるけど日本のストアは価格変わってないな
また日本だけ冷遇されてるのか 100ドル値下げって単純に考えたら14000円値下げだよな
下がったら買うか 絶対に日本は値下げしないよ
海外での販売価格と比べて日本は明らかに高いのにそれでも買っちゃうんだから
舐められてるんだよ 「あの色々うるさい日本でも販売した」という実績が残るくらいで
3Dプリンタ市場としては売上も得られるフィードバックの質もカス中のカスなんだから仕方ない そのP1Pも海外と比べて高いし
X1Cなんか為替レートどうなってんだよと $700なら143円/$で消費税10%で11万円越えやん pc新調と同時に3dプリンタデビューしたいんだがcrealityのx1買ったらいいんか?
軽く調べたけどコスパ良すぎんか? ttps://twitter.com/bambulabjapan/status/1673641918499258368
残念だ
https://twitter.com/5chan_nel (5ch newer account) >>789
Crealityは不良品の介護させられることになるから大人しくAnkerかPrusa買っとけ
速度なんてどうせ崩れたら困るとこは下げるからMAX250mm/sあれば困らん >>789
今最高にコスパいいのはNeptune4だよ
発売7月上旬から中旬にかけてだけど、
38000円で500mm/s、ノズル300度 121点オートレベリング
フィラメントセンサーとスペックだけ見れば破格だと思う。
>>791
Ankerはアップデートで最高500mm/sになったよ
crealityは完全同意
K1の初期不良でどえらい目にあったわ >>793
横からだけどNeptune4proポチった
今まで個人輸入したwanhao i3 plusを長年使ってたから、
最新型の凄さを実感したい >>791
高速機はそれに見合った冷却能力と機械的強度を持ってるから
MAX250mm/s機の250mm/sよりMAX600mm/s機の300mm/sの方が高精度 なんで最高速度ばっか気にして加速度気にしないんだろう。 最高速度出せるならある程度の加速度も同時に担保される…と勝手に思ってるけど実際のところどうなんかな
2020フレームで造形エリア400mmの箱型みたいなやつだと剛性不足でそんなに速度出せなさそうだし >>796
そりゃ加速度がどれだけ印刷速度に貢献するか分かりにくいからだろ 加速度2000mm/s^2ぐらいでも200mmの直線移動なら最高速度600mm/sぐらいは出せる。 >>798
3dプリンタは中華製品の中でもまともな方だと思うのでその考え方でいいんじゃないか フレームやモーターにかかる力はヘッド質量x加速度であって速度は関係無いし >>800
最高速度の1/2〜2/3位が推奨速度なんだから
印刷速度はわかりやすいだろ
最高速度で分かりにくいなら、何を基準に印刷速度測るんだ? 印刷速度に関係するのはフィラメント溶解速度や冷却能力でしょ 釣りか?
殆どのユーザーがスライサーで速度の調整してるんだから
ヘッドの速度が印刷速度に比例するの分かってるのに、そんな屁理屈ぶっ込んだ所で相手にされないのわからないの? >>799
印刷時間には加速度と最高速度の両方が関わるんだから
貢献という意味ではどちらも一緒でしょ
最高速度の方がスペックで大きな数値を
書きやすいから各社が最高速度を全面に出してる印象
bambulabとかは最高速度を売りにしてるし デュアルドライブなんちゃらにするとモーター逆転させないといけないと思ってたらそのままだったよ~
何かと勘違いだったのかな~?? >>809
加速度のが大きい数字になるだろ
K1で言えばの最高速度は600mm/sだけど、
加速度は20000mm/s2
ヘッドの書き込み速度はユーザーが自分で設定して時間が即座に反映されるからわかりやすいんだよ
加速度が印刷速度に影響してるのは誰だってわかるけど、それがどれだけ貢献してるかなんて即座にわかる奴いるか?
最高速度なら純粋に倍早い、3倍早いって分かるだろ。 Ankerだって最高速度に対して5倍早い
Crealityも12倍早いってコピー打ってるんだよ
厳密に言えば加速度や他諸々も影響してくるだろうが、そんなのは無視して最高速度だけで計算してコピーを打ってる。
それはユーザーが一番分かりやすいから。
ここで>>806みたいな事言い出すのはアスペか釣りだ 最高速度が50mm/sの3Dプリンターなんてあるのか? 無知な俺に教えてください。
高速化はどのような手法で実現しているのですか? 皆さまありがとう
じっくりまったり造形で複数台稼働前提なら2柱式
短時間でしっかり造形したい人は4柱式って感じなのか?
個人ユースで色んなフィラメントにも興味があるから今更2柱式オススメされても正直ピンと来てない
コスパはいいんだろうけどなんかワクワクしないんだよなあw
エンクロージャーとか考えると4柱式以外選択肢ないような気がするんだけど、みなさんどう考えています? 造形スペックも重要だけどK1やP1Pは造形サイズに対して筐体が小さくて場所を取らないという利点もある X1Cのケースファンが排気か吸気かご存知の方いますか?
ファンにダクトを付けて外へ流せるか気になってます K1のエンクロージャー内に取り付けるファンカバー等をPETGで作ろうかと思ってるんだけど
ABSをプリントする予定があるなら、耐熱温度的にやっぱりPETGだとまずいかな? カバーなら大丈夫だと思う
あのバックファンカバーいるよね、一回ぶつけたわ 水に浮く浮体を作りたくてウォールのシームを完全になくすためにスパイラルモードを検討してるんだけど、
curaかprusa slicerで天井だけスパイラルモードを解除して平坦なトップレイヤー作ることってできる?
次善策は天井をカラーコーンみたいにとんがらせて平坦な個所をなくすことなんだけど、
形状の縛りがないほうがいいなあって思って… 空中にサポートもなしで大きな板を印刷する技術は俺には無いなあ
板だけ別に印刷して接着じゃだめなの? なんならシーム位置ランダムで壁枚数増やしてもいいのでは 外側になんか塗る方が手っ取り早いと思うが、積層の隙間からの浸水も防げるし サポートも無しで隙間無く大きな天井作るのは無理かと 自分で設計したプリンタの最高速度とか加速度設定ってどうやるんだろうな
速度の方は単に出力物の品質が自分的に見合う速度ってのはわかるが
加速度設定がよくわからん
測定方法とか設定の目安とか書いてるサイトとかないのかな
>>821
個人的には出力物の表面に樹脂塗ってコーティングするとか、発泡ウレタンを内部に注入するとかのほうが良い気がするんだけどなぁ >>826
klipperで加速度計使って共振の測定をすると推奨する加速度も示してくれるよ。 >>826
やっぱりこだわるとklipperの方が良いのか
導入面倒くさそうだけどやってみるかな 自分でもprusa slicerの条件領域設定でスパイラルモードのオンオフできないか試したけどそういうオプションはなさそうだった
Gコード手打ちすればいけるかもしれんけど、さすがにやりたくないのでまずはスパイラルで描けるよう形状で工夫してみるわ
>>823
自分もウォール2ラインのランダムシームでやってみたんだけどどうも数か月浮かべるとゆっくり浸水してるっぽいのよね…
absでアセトンも使ってすきま埋めてるんだけど 形状がわからないからなんとも言えないけど、ウォール数増やしたり、材質変えたり、フロー増やしたりとかかな? ウォール数増やすってのは2から4とか5とかって意味です klipper構築ごときで弱音吐くんならさっさと辞めちまったほうがいいぞ 浸水対策でシームを無くしたいのだったら、一列にシームを集めて止水しやすい形状にデザインした方がマシじゃないかな
わざと「凹」や「>状」の部分を作って、その列を接着剤等で埋める前提のデザインに シームもそうだけど層間の微小な隙間から水が染み込んでくるんだろうな
針の一穴じゃないけど一箇所でもそういう隙間ができれば水は容赦なく侵入してくる klipperは一回やってしまえばなんとも無いけど、初回がLinuxなんて普段触らないし未知の世界なんだよな。慣れればもう戻れなくなる スプールなしのだから需要なさそうだけど、eSunのPETGがタイムセール+30%オフクーポンで1500円になるね
B085SVYDH5 >>837
調べたらブラックが無いから微妙であった
でも情報サンクス PETGてPLAよりやや熱に強いだけで強度はクソ雑魚なんやな… どうせみんなABSになる
ちょっと条件(エンクロージャー)クリアするだけでこんなに便利な素材が… ABSはすごく綺麗にプリントできるけど
剛性がなくてすぐパキパキ壊れるイメージ加水分解かな
耐熱性が必要な時以外は使わないなあ うちはどんなABS使っても匂わない。
ABSが臭いっていう人は、ヒートブロックのお漏らしを放置してるか、エンクロージャーも使わずにノズル温度をやたら上げて、なんとかしてるんじゃないの? 完全上位互換のASAがあるのにわざわざABSなんかよほどの情弱以外使わんだろ 俺の経験だとASAはABS以上に造形が難しい
色もそんなに種類無いしね
だから屋外の物作るときだけASAで普段はABSかな >>849
カーボンPETGを塩焼きしたら、最強の素材になりそうな気がする。 カーボンPETG興味あったけど、専用機じゃないと厳しそうで諦めた
0.4ステンノズルならあるけど… Snapmaker J1/J1sの$100割引の終了まで7時間切った >>850
ザコすぎんか?
ABSと変わらんかむしろ反らない分ABSより楽だわ 色含めてASAはラインナップ悪いから、ABSでいいや。
一応ASAも買ってあるけど、出番がない。
黒なら紫外線が内部に侵入しないから、PLAですら意外と持つよ。
うちのTVアンテナのフレームに使ってる黒PLAは4年くらい経ってる。さすがに夏場の熱でフニャってきたが。 フィラメントの色によって紫外線耐性に差があると言うのは正しい
ただし可視光で同じ色でもUV透過率が同じとは限らないからメーカーが違うと何色が強いのか分からん >>382です
ノズル交換してもダメだったので分解点検していたのですが、ホットエンド正面のファンの配線が取れていて、稼働してなかったのが原因だった様です
サポートに対応してもらって新しいファンに交換したら無事にフィラメントが造形が終わるまで出てくれました
はんだ付けが甘い個体を引いてしまったんですかね...
https://i.imgur.com/2gqKbc0.jpg
ともかく皆さんありがとうございました、助かりました そんな事象あるのかって感心しちゃったよ
ヒーターが直接ハンダに触れてるわけじゃないんだろうけど影響あるもんなんだね
振動で取れたみたいのもあり得るだろうけど >>862
すみません、ノズル冷却ファンとの事だったのでサイドのファンは確認していたのですが正面は見落としていました
もう少し確認すべきでした >>865
ごめん一応見てくれてたのね
>>864
うちでも多分200時間とかで壊れてるわ
なんで交換しやすいようにコネクタ化してストック切らさないようにしてる 3日連続稼働を10回くらいしたら基盤とエクストルーダー繋ぐリボンケーブル断線した 最近リボンケーブル使ってるプリンターあって確かに見た目はスマートだけど
リボンケーブルって普通は単芯だからそういう繰り返しの運動に耐えられるようなもんじゃないと思うんだよな ビビリなので最初からついてきてたPLA以外に手がだせない
なんかくさいとかもろいとかみんなが脅してくるんだもん 3Mのプラットフォームシートの代替品ってないですかね?適度な定着性とあのツルツルの表面の出来が好きで… ダイソーの手張りラミネートフィルム
100円だし試してみ? AnkerMake V6 Color Engineは一体いつ発売するんだろ?
どうせCrealityはコレをパクるつもりだろうから早く発売してほしいな 0.8mmノズルに変えてみたらTPUの印刷めっちゃ難しくなった
調整してもうまくいく気が全くしないw 粘り気あるのはだいたい難しい
混ぜ物入りのPLAでも雑に設定するとろくなことにならない ポイントアップ込みで65kは破格だな
置く場所ないのに間違えて買いかねない まだ一般販売開始して半年も経ってないのに30%OFFとはな
マルチカラー機欲しいからM5買おうかな
V6 Color Engineと合わせても13万ちょいで済みそうだし >>884
いや、こりゃダイマだろ。全くステルスしてない 型落ちもいいところだろ
新型機でも出すんじゃないの? V6 Color Engineが完成すればまだ戦えるから... 情弱なのかステマ部隊なのか知らんが(大したことないスペックと残念すぎるサンプルの割に)随分と騒いでたが
発表された時点で5周くらい周回遅れだったからな 流石に5周は言い過ぎだろ
他のメーカーが最高速度を売りにしてるくせに
推奨速度は半分が多い所、
アンカーは推奨速度を売りにして最高速度は出してなかったかな実直なメーカーだなとは思ったけどね。 定価でならM5よりK1買うだろうしな
クリアリティアンチだったりしない限りM5を買う必要あるのかね? あ、拡張でマルチカラーに出来るか
でも小さいプリントサイズのオモチャで13万超えはきついな 1時間が15分になるより48時間が12時間になる方が恩恵としてはでかいからな
船〇〇分とかいうクソ指標の意味のなさよ マルチカラーならbambu選ぶかな
もしくはprusa Mk4+MMU3だけどMMU3も調整中で発売遅れててどうも信用できん Bambuはゴミが大量に出るのがな
V6 Color Engineは無駄になるフィラメントが少ないらしいのと
AMSの1機4色に対して6色セット出来るから期待してるんだが
ただ今更M5は要らないから早くCoreXYマシンを出してくれ >>892
ほぼ同じプリントサイズのEnder-3 S1 ProやNeptune4が5万で買えるからね >>880
メール来てたけど、あれは米国のアマゾンだけでは? Bambu labで小サイズのp1sとx1s、大きいサイズのx1eが用意されてるんちゃうかって話だな。k1, k1max対応ってとこかな >>898
thx。確かに熱いな
今更Ender3s1pro買うくらいAnkermakeの方が絶対良い bambulabを何かとおま値にしたがる奴がいるけど為替レートと輸入コスト考えたら特別高くも何もない そりゃリアルタイムに値付けが変わるわけじゃないから概算になるけどさ
PCパーツとかと比べたらぼってるうちに入らないよ 高くないと思うけどね
K1が異様に安いけど、まだプロトタイプでゴミだし Neptune4が破格に安いと思ってたらしれっと1万円値上げしたな
あのスペックで38000円は凄かったが48000円だと、まあ冷静に考えたらどう安いかな。 3Dプリンタをスペックだけでは評価せんほうがええで。 >>907
マジだったわ
4pro予約済みだけど、現在の値段だったら買わなかったわ
てか、いつ届くんだよw >>905
PCパーツって具体的にどれのこと?
まさかASK等の代理店が入ってる商品じゃないよね?
まぁ、そもそもそこと比較する意味も分からんし >>910
俺はおま値じゃないことの説明にドル円換算から乖離してる例として代理店が幅利かせてるPCパーツのことを例に挙げたのであって
Bambulab Japanが特別高いわけじゃないのがわかってもらえてるならそれでいいよ 3Dプリンターって関税とかかかる?
BambulabのX1CはUSと比べると日本価格は高いけど
関税とか消費税を考えたら同じぐらいなんじゃない?
実際ユーロだと日本とほとんど変わらないし
単純にK1が安すぎるこの値段見ちゃうと
X1Cは手を出しにくい >>911
代理店が入ってるのと入ってない商品を比べても意味がないと言ってるんだが >>913
消費者側からしたらそのあたりの事情はどうでもいいだろ
無論PCパーツも信頼できる販路で代理店経由せずに購入できるならそれに越したことはないし
もうおま値言ってる方に突っ込んでくれ どうでも良くないわ
代理店が入ればそこが儲ける為に価格が高くなるのは当たり前なんだから >>912
3Dプリンターは関税かからないよ
X1C Comboを個人輸入したけど、送料と消費税を入れても日本で買うより3万程安かったよ。 いや関税かからないって検査すり抜けたか業者が安い価格で嘘の申告してるかどっちかだと思うけど… プロテインを2万円分買うだけで関税取られるのに、20万円以上の3Dプリンターが関税かからないとかちょっと信じられない サプリメントとか16,666円以下にするのが当たり前ちゃうんか。 >>916
個人輸入でも結構安く買えたのね
送料とか適当だけど今のレートで計算してみたら
だいぶ高かった
X1C Combo
$1.449 USD × 144.29 = 209,076.21
送料(仮)
$170 USD × 144.29 = 24,529.3
商品代金+送料+輸入消費税
(209,076.21 + 24,529.3) × 1.1 = 256,966.061 あと地味に日本だけ送料無料ね
なんか安く感じてきたけどやっぱり高いね 全然おま値になってなくて最初に書いた人息してなさそう >>919
今まで個人輸入した事が無いとかならまだ分かるけど
した事あって関税と消費税の違いも理解してないとかちょっと信じられない もうちょっと調べて修正してみました
これプラス代行業者を頼むと考えると
個人輸入は今のレートだと安くはならなそうね
・個人輸入は商品の代金の60%が課税額
・課税額が20万円以下の場合は簡易税率 10% →5%
・個人輸入は運賃に税金はかからない
X1C Combo
本体代金 $1.449 USD × 144.29 = 209,076.21円
輸入消費税 (209,076.21 × 0.6) × 0.05 = 6,272.29円
計215,348.496円
送料
中国国内
$45 USD × 144.29 = 6,493.05円
国際送料(仮)
$170 USD × 144.29 = 24,529.3円
送料計 37,515.4円
合計252,864円 いつもお疲れ様
俺のシリもチンでレンジしておいてね >>929
消費税は20万以下でも10%。あと16,667円以上なら通関手数料が掛かる。 >>932
指摘ありがとうございますどちらにしても高くなる方向ですね
ひとまず日本独自のイベントに期待するしかないか >>927
注意書きの金額を超えない様に注文してたから払った事は無いんだ
品目によって税率が違って>>921が言う様に機械類は関税率0%なのか、知らなかったすまん 先端にルビーを使ったキワモノのノズルを買ってみたが果たして使えるのだろうかドキドキ シリカゲルですが、私はトースターで加熱してます
レンジでチンより早い気がします フィラメントをシリコンゴムのパッキンのついたタッパー的な箱に入れて保管してるんだけど
最近シリコンゴムが水蒸気をすごく透過することを知った
パッキン無い奴のほうが良かったのかも ゴアテックス程度の透過性すらないんだから、気にすることないんじゃないか。 >>936
興味あります!
何分ぐらいチンしてますか? エア抜きで真空パックに出来る奴使ってるけど、丁度いい大きさ無いんだよなぁ
1/3くらい折ってテープでとめて使ってる
で、そいつをダイソーの500円ケースに入れてる
出力時はドライBOXで温めながら使用 俺はタッパー防湿boxに入れっぱなし運用しかしてない
高温で乾燥とかめんどくさいと思って
で、最近この運用でも湿気ったフィラメントをboxに入れっぱなしにしておけば3日ぐらいで十分乾燥出来る事がわかった
もちろんシリカゲルは十分必要だが >>939
状態見ながらだから正確な所は分からないけど、
2-3分加熱して、掻き回して、また加熱して
と言うのを3回位繰り返してます。 初めて3Dプリンターを買おうと思ってるのですが
プリントに長時間かかると思うので平日仕事行ってる間にしようと思うとエアコン入れてないとだめですか?
いくらファンが付いてるとはいえ室内が暑いと意味ないですよね?すぐ壊れそうな気がして…。
ちなみにAquilaS2というのを買おうと思ってますが
押し出し機300℃まで可能と書いてあるんですが実際のところ使うことありますか? エアコン以前に危ないから不在時の使用は止めておいた方が良いよ。コピー品の中華機器にそこまで信用はおけないなあ、自分なら。 >>948
危ないんですね。
何時間も居ないといけないときついなー。 可燃性のプラスチックを加熱する装置だからね
一定の割合でプリント失敗や故障は起きるから
少数ながら発火事故が起きている
最近のモデルなら安全装置がついてるけど完璧ではない 3Dプリンターの発火事故って起きてる?
記事張ってみて 元々少ない量販店の展示もAnkerに置き換わるんだうな Ankermakeが本当に30%offになってる
この価格なら普通におすすめ出来る >>964
3割引きと聞いてうっかり飛びついてしまう人がでないように言っておくと
anker make m5はanker make slicerが
prusa slicerやcuraに比べて様々なところでゴミ過ぎる
一応prusa slicerも使えると謳っているがそれは直接ではなく
prusa slicerで出力したgcodeをanker make slicerで読み込んでプリンターに送れるというだけで
しかもanker make m5の売りであるAI失敗検知は使えなくなる
情報古いかもしれないから誤っていたら指摘してくれ >>965
Presa studio を開発中です。
prusaスライサーまんまです。 >>966-967
Anker Studio
初耳だが・・・ソースは? ankermakeは印刷品質が悪すぎるよ
ツイッター見て真実を知った方がいい >>969
なるほど、ありがとう
>>971
FDMの比較対象や何をつくりたいかによるでしょう
さすがにPrusaやRaiseと比較するのは酷だが
そこらの中華格安3Dプリンターよりは速度も品質も上な気がする 7万出すなら11万出してp1p勝った方が流石に良い
もしくはsovol06, 07で良い。。 >>974
定価10万の比較対象が中華の格安プリンターってのが悲しいな K1もいろいろ言われてるけど価格の割にスペックはいいんだよな
Bambuはスライサーでなんかゴタゴタしてる?英語で盛り上がってるからよくわからん 5倍速(250mm/s)で宣伝してあんだけ炎上したのに商品画像に500mm/s出ますとか追加して他社対抗しようとしてるのほんとみっともなくて笑う
オートレベリングだけは他社よりまともですPLA専用機ですとでも言ってる分にはセール中くらいは人に勧められるのに >>979
オートレベリング優秀と言っても手動調節手段がないのはちょっとなあ >>977
そもそも発表された頃はP1PやK1がなかったからな
Ender3s1などの従来機に比べれば遙かに良い >>976
Sovol SV06plusは、いいなあーと思うけど、\59,999と\93,633って価格出してるのにセットの内容が不明確で怪しくて手が出せない
材質も安い方が「金属」で高い方が「ABS」ってとこも、説明不足過ぎてやる気無さそうな会社に見える >>982
アマゾンの話なら意味がわからない。。メーカーと関係ないよね Amazonの話ですよね?
なんでメーカーがやる気なさそうな会社になるのか意味不明 >>893
>>895
だってメーカーのホムペで製品をクリックするとアマゾンに飛ばされるんですもの >>983
>>985
の間違いね、専ブラ使わないの久しぶりで安価間違えた プライムデーでanycubicのフィラメントがセール
あとsunluのドライヤーが7999円で安い 去年のプライムデーに買ったフィラメントが消化しきれてない
湿気ってないといいけど Ender-3 S1買ったんですが、プラットフォームが離れすぎで調整ねじがぶらぶらになるまで緩めてもダメです
ヘッドは下まで降りらない場所で止まるんで、センサーが早く接地しすぎるからと思われます
見たところ、組付け不良とは思えません
この症状はよくあるんですかね?
解決法はあります?
Z軸の設置を知らせるセンサーを高い位置に移動させれば(かなり手の込んだことやることになりますが)解決と思いますが、どうでしょう CR touch機なんだからZ-Offset設定しなおしたらええんとちゃうの? ネジ部のプレート間は15mmくらいでいい
レベリング時どっかで下げなくていいところを下げてる ど素人ですみません
下の調整ネジで最終的な微調整するもんと思っていました
画面操作でやるんですね
これまで原始的な機器を使ってたもんで sikiって汎用の専ブラが有ったから乗り換えましたよ
設計が新しい感じで好み このスレッドは1000を超えました。
新しいスレッドを立ててください。
life time: 59日 21時間 6分 49秒 5ちゃんねるの運営はプレミアム会員の皆さまに支えられています。
運営にご協力お願いいたします。
───────────────────
《プレミアム会員の主な特典》
★ 5ちゃんねる専用ブラウザからの広告除去
★ 5ちゃんねるの過去ログを取得
★ 書き込み規制の緩和
───────────────────
会員登録には個人情報は一切必要ありません。
月300円から匿名でご購入いただけます。
▼ プレミアム会員登録はこちら ▼
https://premium.5ch.net/
▼ 浪人ログインはこちら ▼
https://login.5ch.net/login.php レス数が1000を超えています。これ以上書き込みはできません。



